Seit 1927 arbeitet das in vierter Generation familiengeführte Unternehmen als reiner Lohnfertiger. 65 Mitarbeiter fräsen, drehen, schleifen und honen auf modernen CNC-Maschinen. Die Kunden kommen aus dem Maschinenbau, der optischen Industrie, der Hydraulik und der Antriebstechnik. Hauptabsatzgebiet ist Deutschland, Dörr liefert aber auch in die USA und nach China. Der Maschinenpark auf 1.500 Quadratmetern besteht aus sieben Fräs-, 20 Dreh-, zwei Hon- und zwei Schleifmaschinen. Auf zwei Sägen entstehen darüber hinaus kundenspezifische Zuschnitte.

Stechen oder fräsen?
Ein neuer Auftrag forderte die fachliche Kompetenz von Dörr heraus: Es galt, einen Planeinstich in ein mehrere Kilogramm schweres Bauteil aus dem Vergütungsstahl 1.7225 / 42CrMo4 mit einer Breite von 40mm und einer Tiefe von 105mm einzubringen – im ununterbrochenen Schnitt. „Dieser Stahl ist schwer zu bearbeiten, und ich dachte zunächst daran, dies mit einem Stechwerkzeug zu bewerkstelligen“, schildert Thomas Dörr. Um auf Nummer sicher zu gehen – der Auftrag war bereits angenommen – holte er sich Rat bei Gerhard Heusel, Anwendungstechniker, sowie Anton Kress, Produktspezialist Fräsen (beide Iscar).
Im Gespräch kam die Idee auf, für die Bearbeitung den neuen Hochvorschubfräser Logiq 4 Feed einzusetzen. „Wir haben uns darauf geeinigt, vor Ort Tests unter realen Bedingungen zu fahren“, berichtet Gerhard Heusel. Der Hochvorschubfräser erledigte seine Aufgabe mit einer Schnittgeschwindigkeit von 160m/min, 0,7mm Vorschub pro Zahn und einer Schnitttiefe von 0,7mm. Das Zeitspanvolumen betrug 124,7cm³ pro Minute. „Mit diesen Ergebnissen war ich so zufrieden, dass ich mich sofort für den Logiq 4 Feed entschieden habe“, begründet Thomas Dörr die Wahl.
Schwingungsarm tiefe Kavitäten bearbeiten
Das im Rahmen der weltweiten Kampagne Logiq von Iscar entwickelte Werkzeug eignet sich für das Hochvorschubfräsen im Durchmesserbereich von 12 bis 40mm. Es punktet im Taschen-, Plan- und Konturfräsen sowie im Schräg-Eintauchen und im Bohrzirkular-Fräsen. „Durch eine 17°-Anstellung der Wendeschneidplatten (WSP) findet der Krafteinfluss überwiegend in axialer Richtung statt. Dies erlaubt das schwingungsarme und prozesssichere Bearbeiten tiefer Kavitäten“, beschreibt Anton Kress. Im Zuge einer Smart-Factory-Potenzialanalyse für ihren Kunden KSB identifizierte die Managementberatung NEONEX Opti mierungschancen bei der Beschaffung der Lieferantendokumentation sowie der Erstellung von Unterlagen zur Qualitätsprüfung entlang der Supply-Chain. ‣ weiterlesen
Signifikante Ressourceneinsparung bei Pumpenhersteller KSB
NEONEX, Fabasoft Approve & KSB: „Win-win-win-Situation“ durch starke Partnerschaft
Signifikante Ressourceneinsparung bei Pumpenhersteller KSB
Logiq 4 Feed besitzt einen sehr positiven Spanwinkel und ist dadurch weichschneidend. „Das innovative Design reduziert den Schnittdruck auf die Spindel“, erklärt der Produktspezialist. Der Fräser arbeitet mit doppelseitigen Wendeschneidplatten mit vier Schneidkanten. Iscar bietet ein Standardprogramm im Durchmesserbereich von 12 bis 40mm mit vier Geometrien und sechs Schneidstoffsorten an, darunter auch eine kantenverstärkte Ausführung für die Bearbeitung von hoch hitzebeständigen Legierungen, z.B. Inconel. Bei einem Durchmesser von 35mm liegt das maximale Zerspanvolumen bei 305,5cm³/min.
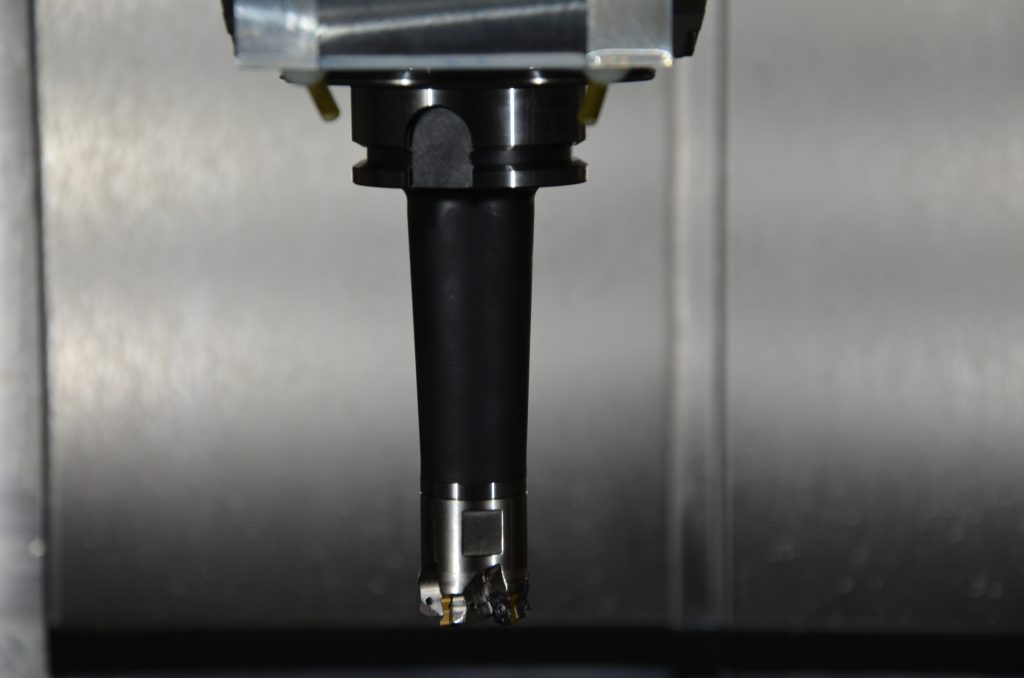
Dörr setzt Logiq 4 Feed mit einem Durchmesser von 32mm und einer Werkzeuglänge von 144mm auf einer Vertikalmaschine ein. Die WSP sind in der Schneidstoffsorte IC 808 ausgeführt. Mit den Ergebnissen ist Thomas Dörr hochzufrieden. „Der Fräser erledigt seine Arbeit perfekt“, sagt er. Großen Respekt hatte er vor der Abfuhr der Späne, die beim Fräsen tiefer Kavitäten problematisch ist. „Späne können sich in einer geschlossenen Nut stauen und das Zerspanungsergebnis beeinträchtigen“, skizziert Gerhard Heusel. Mit Logiq 4 Feed läuft dies reibungslos. Thomas Dörr: „Der Fräser arbeitet weichschneidend und erzeugt kleine Späne, die sich durch Kühlmitteldruck ausspülen lassen.“
Besonders zufrieden ist er auch mit der Bearbeitungszeit von 16,3 Minuten pro Bauteil. „Das Werkzeug steckt Vibrationen problemlos weg, und die geforderte Prozesssicherheit ist immer gegeben“, weiß Dörr zu schätzen. Auch die Standzeit hat ihn überzeugt. „Wir fertigen pro Schneide zwei Bauteile – das rechnet sich für uns.“
Langjährige Verbindung schafft Vertrauen
Die Kontakte zwischen Dörr und Iscar bestehen bereits seit mehr als 30 Jahren. Die Kooperation wird bis heute permanent gepflegt und basiert auf gegenseitigem Vertrauen. „Bei Problemen wenden sich auch unsere Maschinenbediener direkt an die Iscar-Mitarbeiter – und die sind dann schnell vor Ort“, schildert Thomas Dörr. Die Ettlinger Werkzeugspezialisten loben ebenfalls die Zusammenarbeit. „Dörr beschäftigt qualifizierte Mitarbeiter – dies gestattet eine effiziente Kooperation auf hohem technischen Niveau“, meint Gerhard Heusel. Logiq 4 Feed hat in Ober-Ramstadt einen Einstieg nach Maß hingelegt – und Thomas Dörr will die Geschichte weiterschreiben. „Anfangs war ich skeptisch, ob es überhaupt funktioniert. Das Ergebnis hat meine Erwartungen übertroffen. Wir werden den Fräser sicher auch für andere Bearbeitungen einsetzen.“