Die thermoplastische Pultrusion ist eine Weiterentwicklung des klassischen Pultrusionsverfahrens, in dem duroplastische Harze als Matrixmaterial verwendet werden. In beiden Verfahren werden Endlosfasern mit einem Kunststoff imprägniert, sodass jedes Faserelement von Kunststoff umgeben und mit dem danebenliegenden Faserelement verbunden ist. So werden die Kräfte bei Belastung im gesamten Profilquerschnitt verteilt und eine hohe Festigkeit entsteht. Bei der duroplastischen Pultrusion ist dies recht einfach möglich, da Duroplaste im flüssigen Zustand sehr dünnflüssig (ähnlich wie Wasser) sind und die Fasern die Matrix so gut benetzen können. Thermoplastische Kunststoffe haben jedoch eine viel höhere Viskosität. Die Imprägnierung der Fasern durch diese zähe Kunststoffmasse ist schwieriger. Daher hat Technoform einen speziellen Prozess mit neuer Werkzeugtechnologie für die thermoplastische Schmelzpultrusion entwickelt.
Der Prozess der thermoplastischen Schmelzpultrusion
Der Prozess beginnt mit der Rohstoffauswahl. Neben der Verstärkungsfaser, die die mechanischen Eigenschaften des Endprodukts bestimmen, wird ebenfalls die thermoplastische Kunststoffmatrix für weitere Produkteigenschaften und im Hinblick auf die Kompatibilität zum späteren Gesamtsystem ausgewählt. Die Endlosfaser befindet sich als Roving auf Spulen. Im Tensioner werden die Fasern vorgewärmt und unter leichter Spannung in die gewünschte Form gebracht. Ein Extruder schmilzt den thermoplastischen Kunststoff auf und fördert ihn zum beheizten Pultrusions-Werkzeug, wo die Kunststoffmatrix in die Fasern eingearbeitet wird. Im Werkzeug erfolgt ebenso die Formgebung. Das Profil wird anschließend so lange im Abkühlprozess gehalten, bis es vollständig erstarrt ist. Das fertige, pultrudierte Profil wird durch einen Raupenabzug zur Ablängeinheit geführt, wo es auf die gewünschte Länge zugeschnitten wird und auf den Abwurftisch fällt.

Nachhaltige Auswirkungen für die Materialwirtschaft
Thermoplastische Pultrusionsprofile sind recycelbar. Dies ermöglicht eine nachhaltigere Materialwirtschaft und unterstützt Kreislaufwirtschaftskonzepte. Zudem können thermoplastische Pultrudate aufgrund ihrer Wiederaufschmelzbarkeit vielseitig weiterverarbeitet werden, z.B. durch Verschweißen, Umformen und Umspritzen. Diese Flexibilität eröffnet neue Anwendungsfelder und Produktionsmöglichkeiten. Technoform hat die Recyclingfähigkeit auch praktisch unter Beweis gestellt. Nachdem die Pultrusionsprofile in einer Schneidmühle zerkleinert und entstaubt wurden, konnte das so entstandene Mahlgut wieder in gewissen Prozentsätzen als Recyclingmaterial in den Extrusionsprozess zurückgeführt werden. Es wurde somit ein langglasfaserverstärktes Extrusionsprofil hergestellt. „Die Ergebnisse zeigen, dass sich das Mahlgut des pultrudierten Profils im Extrusionsprozess wieder verarbeiten lässt. Unser thermoplastisches Schmelzpultrusionsverfahren ermöglicht es also, 100 Prozent des Materials wiederzuverwenden und im Kreislauf zu halten. Ein wichtiger Schritt für die Produktnachhaltigkeit und Kreislaufwirtschaft. Aber nicht nur durch das Thema Recycling trägt unser thermoplastisches Pultrusionsprofil zur Nachhaltig bei. Auch der Product Carbon Footprint kann positiv im Vergleich zu vielen alternativen Materialien bewertet werden. Der rohstoffbasierte Product Carbon Footprint des Pultrusionsprofils ist in konkreten Anwendungen, wie der Pressure Plate, 75 Prozent geringer als bei einem Aluminiumprofil und deshalb die klimafreundlichere Materialwahl“, sagt Geschäftsführer Thorge Brünig.
Im Vergleich zu anderen Herstellungsverfahren für thermoplastische Profile oder Platten bietet das einstufige Fertigungsverfahren der Schmelzpultrusion durch die reduzierten Verarbeitungsschritte außerdem einen wirtschaftlichen Vorteil. Die flexible Rohstoffauswahl für die Fasern und Matrixmaterialien ermöglicht eine wirtschaftlich sinnvolle Gestaltung des Profils passend für die Anforderungen an das Bauteil. Insgesamt können thermoplastische Pultrusionsprofile in vielen Anwendungen Metalle wie Stahl oder Aluminium ersetzen, was zu Gewichtseinsparungen und neuen Designmöglichkeiten führt.
Breites Anwendungsspektrum
Die thermoplastische Pultrusion hat das Potenzial, die Materialwirtschaft in Richtung leichterer, recycelbarer und effizienter herstellbarer Produkte zu verändern, was sowohl ökonomische als auch ökologische Vorteile mit sich bringt. Pultrudate können in Anwendungen eingesetzt werden, in denen Aluminium- oder Stahlkomponenten ersetzt werden sollen. Um die Profile problemlos in ein Bauteil zu integrieren, sie mit anderen Komponenten zu verschweißen oder einfach ein Monomaterialkonzept für ein einfaches Recycling zu erhalten, wird ein thermoplastischer Werkstoff als Matrix benötigt. Dafür können unterschiedliche Thermoplaste verwendet werden, z.B.: Polyamid 6 (PA6), Polyamid 66 (PA66) oder Polypropylen (PP).
Da Automotive-Anwendungen oft mit Polyamid (PA) oder (PP) realisiert werden, kann unser Pultrudat als Versteifungselement aus PA oder PP dienen. Das Pultrusionsprofil eignet sich als Rückgrat im Seiten-, Unterboden, Deckel- oder Sitzbereich oder im Frunk, also unterstützt überall dort, wo strukturgebende Teile vorhanden sind. Zusätzlich bietet der Bereich der Türen oder Hutablagen Anwendungsszenarien, in denen man Spritzguss- oder Pressprodukte mit thermoplastischen Elementen versteifen kann. Im Batteriegehäuse für Elektrofahrzeuge kann das pultrudierte Profil als isolierendes Trennelement zwischen den einzelnen Modulen einer Hochvoltbatterie eingesetzt werden. Insgesamt optimiert sich die Crash-Resistenz der Fahrzeuge, bei einem sehr guten Verhältnis von Gewicht und Festigkeit. Eine Integration ist sowohl in nicht sichtbaren Produktbereichen denkbar als auch im Sichtbereich, wo es als eingefärbtes Element in komplexe Bauteile integriert werden kann.
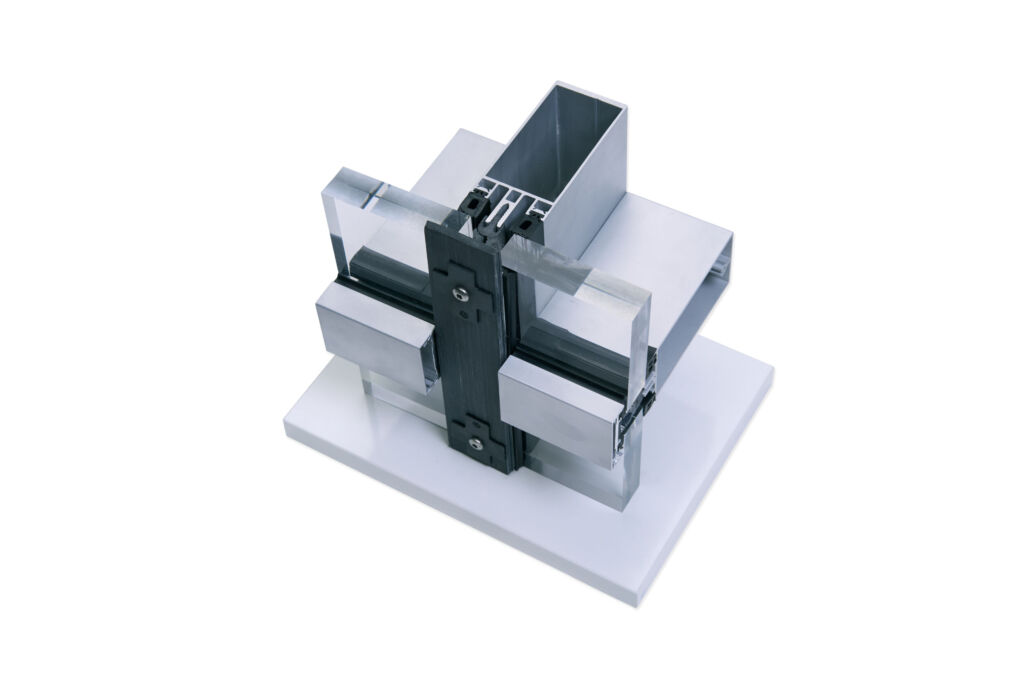
In einer Gebäudefassade sichert eine Andruckplatte als mechanisches Befestigungselement Glas- oder Paneelsysteme, indem es diese gegen die tragende Unterkonstruktion presst. Sie besteht meist aus Aluminium oder Edelstahl und wird mit Schrauben fixiert, oft in Kombination mit Dichtungen, um Witterungsschutz zu gewährleisten. Dieses System ermöglicht eine gleichmäßige Lastverteilung und erhöht die Stabilität sowie die Dichtigkeit der Fassade. Auch hier bietet sich ein Pultrusionsprofil als Alternative an. „Wir erreichen mit unserer Lösung die erforderlichen mechanischen Werte, allerdings mit klimafreundlicheren Materialvarianten. Durch die Nutzung von Thermoplast haben wir die Möglichkeit, das Produkt am Ende seiner Lebenszeit wieder sortenrein zu recyceln und erreichen einen positiven Effekt im Hinblick auf Nachhaltigkeit – sowohl im Bereich des Recyclings als auch beim Product Carbon Footprint“, fügt Dirk Moses an, Head of Market Development bei Technoform.