Kammerer Gewindetechnik produziert für einen Hydraulikhersteller Gehäuse für Ölfilter im Gewinderollverfahren. Für die Fertigung der innen hohlen Bauteile mit großem Durchmesser entwickelte das Unternehmen einen speziellen Prozess. Die so gewalzten Gewinde zeichnen sich aus durch hohe Präzision und Oberflächengüte sowie lange Lebensdauer.
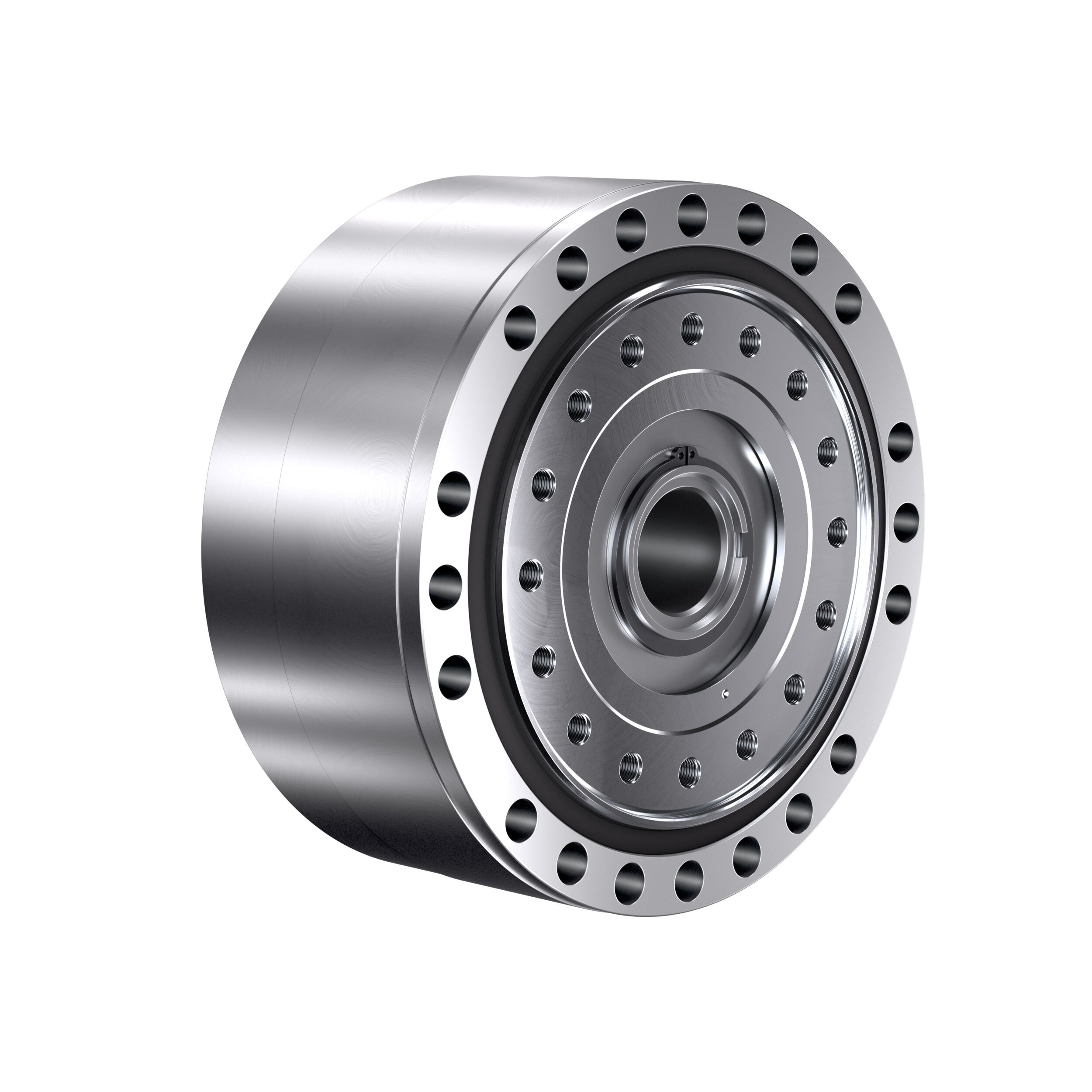
In Kraft- und Nutzfahrzeugen und Landmaschinen, aber auch in Werkzeugmaschinen, Pressen, Spritzgussmaschinen und Tunnelbohrmaschinen schützen Ölfilter Hydrauliksysteme vor Verunreinigungen und Verschleiß. Der Ölfilter, meist eine eigenständige verschraubbare Einheit, besteht in der Regel aus einem Filtergehäuse und einem porösen Filterelement, das vom Gehäuse geschützt wird.
Ein Hersteller von hydraulischen Komponenten und Systemen für mobile Arbeits- und andere Maschinen war auf den Gewindetechnikanbieter Kammerer zugekommen. Die Gehäuse für die Ölfilter des Herstellers waren bisher im zerspanenden Verfahren gefertigt, was aber aufgrund der unterbrochenen Materialfasern nicht mehr gewünscht war. Beim Rollen bleiben die Fasern intakt, da das Gewinde durch Kaltverformung in den Werkstoff gewalzt wird. Dies führt zu höherer Festigkeit, Oberflächengüte und geringer Reibung.
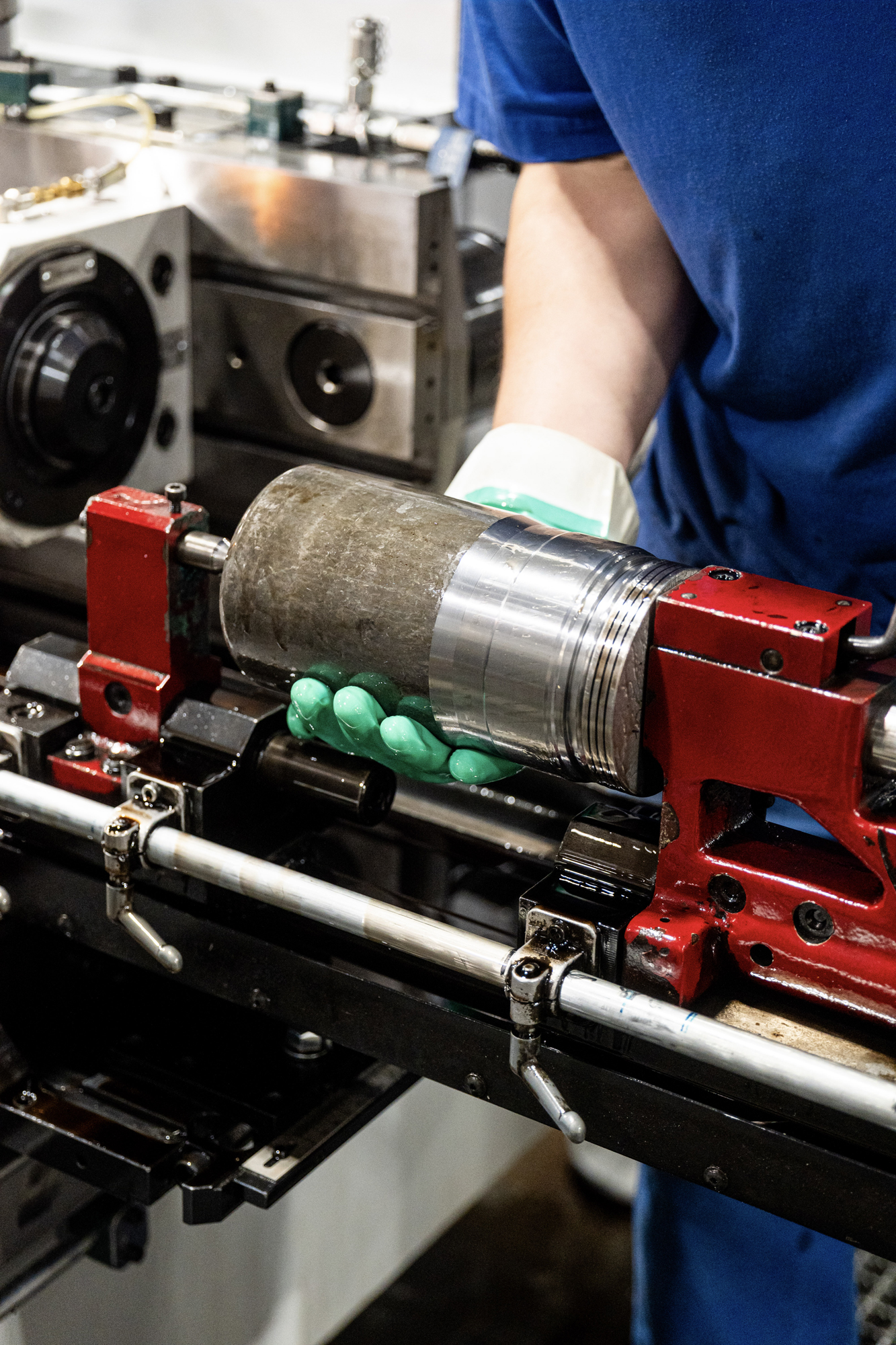
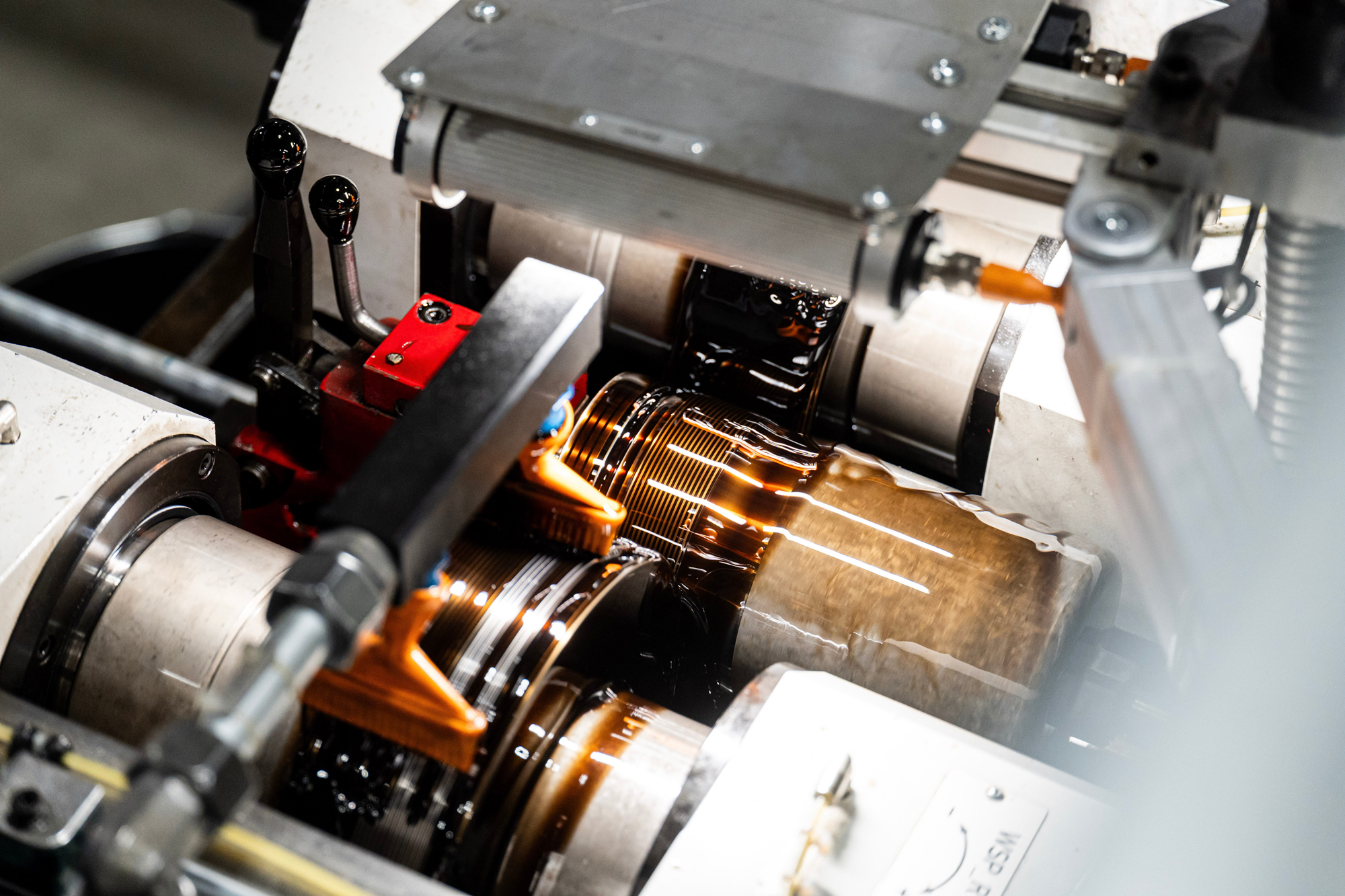
Beim Gewinderollen oder -walzen wirken aber erhebliche radiale Kräfte auf das Bauteil. Ist der Rohling innen hohl, besteht die Gefahr, dass sich das Gehäuse durch die Walzkraft verformt oder verdrückt. Die Wirkungen können zu Maßabweichungen, Rissen oder einer schlechteren Gewindequalität führen. „Bei der Herstellung der Ölfiltergehäuse mit Gewinden in den Größen M 110×2 und 108×2 sind höchste Anforderungen an Maßhaltigkeit, Festigkeit und Prozesssicherheit gefragt“, sagt Francisco Sanchez, der bei Kammerer in Hornberg als Linienleiter und Technologieexperte für das Rollen und die Kaltverformung verantwortlich ist. „Besonders anspruchsvoll wird es, wenn es sich um hohle Bauteile handelt, die im Einstechrollverfahren zwischen Spitzen bearbeitet werden.“ Die Wandstärke spielt gerade bei Spezialkomponenten wie Hohlrohre oder Ölfiltergehäuse eine entscheidende Rolle. Sie muss ausreichend dimensioniert sein, um die Kräfte der Kaltumformung aufzunehmen. Gleichzeitig dürfen die funktionalen Maße jedoch nicht überschritten werden.
„Der Schlüssel zum Erfolg lag in der Entwicklung eines speziell angepassten Gegenstücks, welches das Gehäuse während des Walzprozesses zuverlässig abstützt“, sagt Sanchez. „Dieses Äquivalent verhindert, dass sich das Bauteil unter der Walzkraft verformt und stellt sicher, dass das metrische Gewinde nach höchster Qualität gefertigt werden kann.“ Die Auslegung des Gegenstücks stellte hohe Anforderungen an Konstruktion und Prozessverständnis. Durch intensive Feinabstimmung zwischen Gehäuse, Gegenstück und Walzparameter entstand schließlich ein robuster Fertigungsprozess. Das Ergebnis: ein prozesssicher gefertigtes Gewinde, das den hohen Anforderungen des Kunden entspricht.
Die Ölfiltergehäuse, die u.a. in militärischen Fahrzeugen eingesetzt werden, müssen extremen Belastungen standhalten. Genau hier spielt das Gewinderollen seine Stärken aus: Das Formgebungsverfahren kommt ohne Spanabtrag aus, da das Gewinde durch plastische Materialverdrängung entsteht. Das so gefertigte Gewinde weist eine höhere Stärke auf, denn durch die Kaltverformung wird der Faserverlauf des Materials nicht unterbrochen, was die Zug- und Dauerfestigkeit deutlich verbessert. Die Oberflächen haben eine sehr gute Beschaffenheit: der Walzprozess wirkt wie eine Politur und erzeugt glatte, verdichtete Oberflächen. Es entsteht kein Abfall, das Material bleibt vollständig im Bauteil. Durch die schnelle, kontinuierliche Umformung mit kurzen Taktzeiten ermöglicht das Verfahren eine hohe Produktionseffizienz. Die gewalzten Gewinde haben eine hohe Lebensdauer, sind widerstandsfähig gegen Ermüdung und Verschleiß und damit auch für sicherheitsrelevante Anwendungen geeignet.