In anspruchsvollen Fertigungen mit hohen Durchsatzzahlen wie z.B. in der Stanz- oder Automobilindustrie müssen Prüfprozesse möglichst reibungslos und zuverlässig funktionieren – und etwaige Fehler sowohl bei den produzierten Teilen als auch im Prozess selbst sofort erkannt werden. Mit der zunehmenden Automatisierung und der Entwicklung neuer Prüftechnologien verlagert sich jedoch die Verantwortung für Qualitätskontrolle und -Prozesse zunehmend vom Mensch auf die Maschine. Noch vor einigen Jahren übernahmen Mitarbeitende zu großen Teilen die Qualitätskontrolle. Aufgrund von Ermüdung in langen und späten Schichten, Unterschieden beim Erfahrungsschatz der einzelnen Mitarbeitenden oder anderen Umständen stellten sie jedoch oft selbst eine Fehlerquelle dar. Mit der Integration von Inline-Prüfanlagen für die 100-Prozent-Prüfung schaffen Hersteller nun zunehmend Mitarbeiterkapazitäten für anspruchsvollere Aufgaben und halten die Produkt- und Prüfqualität auf einem gleichbleibenden Niveau. Aber wer überprüft, ob die Maschine nicht selbst zur Fehlerquelle wird?
Prüfprozesssicherheit
Um sicherzustellen, dass die einzelnen Prüfanlagen und -sensoren ihre Aufgaben wie gefordert erfüllen und kein produziertes Teil ungeprüft die Linie verlässt, brauchen produzierende Unternehmen nicht nur ein Konzept für den Prüfprozess, sondern auch für dessen Sicherheit. Die sogenannte Prüfprozesssicherheit gewinnt insbesondere bei einem steigenden Automatisierungsgrad an Bedeutung: Je mehr Aufgaben Maschinen übernehmen, desto wichtiger ist eine engmaschige Überprüfung ihrer tatsächlichen Funktion. Das Zusammenspiel der einzelnen Komponenten und Schritte muss hierfür genau definiert sein – ebenso wie die Konsequenzen, falls einer der Prozessschritte fehlschlägt.
Jeder Schritt ist vollständig überwacht
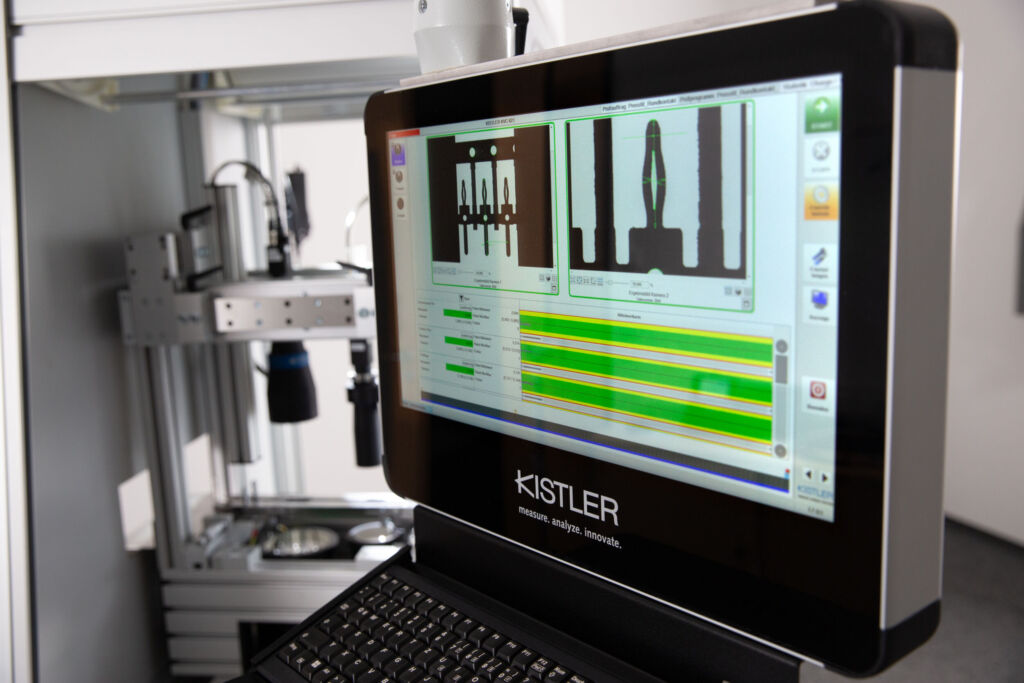
Wie so ein Konzept aussehen kann, lässt sich anhand eines Beispiels aus der Inline-Prüfung von Serienbauteilen mithilfe des optischen Qualitätsprüfautomaten KVC 621 SE von Kistler illustrieren. Die kompakte Prüfzelle für gestanzte Metallbauteile unterzieht bis zu 4.000 Teile pro Minute einer optischen Prüfung auf Maßhaltigkeit und Oberflächendefekte wie Kratzer oder Dellen. Dazu nehmen bis zu drei integrierte Kamerastationen Bilder von dem Prüfteil auf, die Bildverarbeitungssoftware KiVision übernimmt die Auswertung. Dank des engmaschigen Konzepts für die Prüfprozesssicherheit stellt sie auch bei hohen Taktraten sicher, dass jedes Teil geprüft wird: Die verbauten Kamerastationen und die Software für die Bildverarbeitung sind durch die speicherprogrammierbare Steuerung verbunden. Die SPS stößt die einzelnen Schritte wie die Aufnahme des Prüfteils, die Datenübermittlung und die Auswertung durch die Bildverarbeitungssoftware KiVision an. Zusätzlich überprüft sie die Kommunikation der einzelnen Komponenten untereinander. So liefert die Kamera das Signal zur erfolgten Aufnahme und der Übertragung des Bildes an die Bildverarbeitungssoftware an die SPS. Pillen helfen wenig, um resilient zu werden. Entscheidend ist, an sich zu arbeiten und etwas zu verändern. Ähnlich ist es bei Unternehmen. Hier liegt der Schlüssel nicht in der Technologie, sondern in der Unternehmenskultur. ‣ weiterlesen
Resilienz: Kultur wichtiger als Technologie
An dieser Stelle kann es unter anderem zu einem Problem kommen, das Anwender nur zu gut kennen: Parallel laufende Prozesse verlangsamen die Datenverarbeitung. Liefert die Kamera ein neues Prüfbild, noch bevor die Prüfung des letzten Bildes abgeschlossen ist, kann dies die Software zusätzlich überfordern. Die SPS erkennt in einem solchen Fall, dass ein erwartetes Feedback ausbleibt, stoppt die Anlage und gibt eine Fehlermeldung mitsamt Ursache an die Bedienenden aus. So ist sichergestellt, dass die Prüfanlage jedes Teil kontrolliert und dessen Zustand als IO oder NIO definiert.
Eine weitere typische Fehlerquelle bei der Prüfung von Stanzteilen in Endlosbändern, die stets im Blick zu behalten ist, ist das Austrennen von NIO-Teilen aus dem Endlosstreifen mittels eines Stempels. Hier reicht es nicht aus, ein Teil korrekt als fehlerhaft zu erkennen, wenn es anschließend nicht ausgetrennt wird. Das Hoch- und Herunterfahren des Stempels überwachen deshalb Sensoren, die dessen Endlage prüfen. Eine zusätzliche Laserlichtschranke stellt außerdem sicher, dass das NIO-Teil tatsächlich ausgetrennt wurde – schließlich bedeutet ein Stempelhub nicht zwingend ein vollständig ausgetrenntes Teil.

Sorgfältige Konzeption
Bei der Konzeptionierung von Anlagen und dazugehörigen Prüfprozessen eröffnen sich unterschiedlichste Fehlerquellen, die einen reibungslosen Ablauf beeinträchtigen können. In Produktionsprozessen verbergen sich fast immer individuelle Anforderungen und diese werden mit steigendem Automatisierungsgrad zunehmend komplexer. Für einen reibungslosen Ablauf gilt es deshalb, alle entscheidenden Prozess- und Qualitätssicherungsschritte entsprechend zu analysieren und abzusichern.
In der Kistler-Gruppe gehören solche Überlegungen zu jeder Anlagenkonzeptionierung dazu: Eine Fehlermöglichkeits-Einflussanalyse nach der Konstruktion ist fester Bestandteil der Konzeptionsprozesse. Hierbei werden mögliche Fehler und deren Auswirkungen auf den Prozess gesammelt, beurteilt und, falls nötig, Lösungen entwickelt.