Beim Automobilzulieferer Schabmüller verantwortet Mapal bereits seit längerem das Toolmanagement. Nun hat der Werkzeughersteller aus Aalen auch die CAD/CAM-Programmierung der Bauteile inklusive Simulation übernommen.
Schabmüller Automobiltechnik (SMI) in Großmehring bei Ingolstadt ist seit 1988 als Automobilzulieferer tätig und hat sich dabei auf die effiziente Fertigung großer Serien spezialisiert. Die Teile werden u.a. in Fahrzeugen von Mercedes, Porsche, Audi, BMW und Jaguar verbaut. SMI agiert überwiegend als Tier 2 Zulieferer. Große Kunden sind Aludyne und Strojmetal, die als Aluminiumgießerei bzw. -schmiede direkte Zulieferer für die Automobilbranche sind.
Beim Einstieg in die Produktion von Fahrwerksteilen hat Schabmüller ganz neue Erfahrungen gesammelt. Vor allem bei Komponenten für Elektrofahrzeuge werden Projekte teilweise verschoben, ursprünglich geplante Stückzahlen nicht erreicht, oder es gibt noch kurzfristige Änderungen vor Anlauf der Serienfertigung. Schabmüller muss die Anlagen und Preise für die Bauteile bereits planen, noch bevor feststeht, wie diese im Detail aussehen, was den Hersteller immer wieder vor Herausforderungen stellt. „Um einen Auftrag zu bekommen, ist die Taktzeit der entscheidende Faktor“, so Geschäftsführer Helmut Häckl.
Um solche kurzfristigen Änderungen besser in den Griff zu bekommen und die gesamte Produktion weiter zu verbessern, hat Schabmüller sich dazu entschlossen, Mapal gleich bei der CAD/CAM-Programmierung mit ins Boot zu holen. Mapal ist bislang schon an der Werkzeugauslegung für neue Projekte beteiligt und verantwortet das Toolmanagement. Diese Dienstleistungen sind maßgeschneidert auf die Bedürfnisse des Kunden. Dazu gehörten bisher schon die Disposition der Werkzeuge, ihre Voreinstellung, Ausgabe und Wiederaufbereitung, technischer Support der Serienfertigung, Werkzeug- und Taktzeit- sowie Standzeitoptimierungen.
Bereits seit 2018 programmiert Schabmüller nicht mehr selbst. „Für CAD/CAM brauchen wir Spezialisten, die dieses Thema beherrschen“, sagt dazu Häckl. „Wenn wir pro Jahr nur zwei bis vier neue Projekte angehen, kann ein Mitarbeiter hier nicht fit sein.“ Zwischenzeitlich nutzte Schabmüller für die Programmierung teilweise Dienstleistungen des Maschinenherstellers. Allerdings bestand keine Möglichkeit für 3D-Simulationen, weshalb dem Fertiger bewusst war, dass nicht alle Möglichkeiten genutzt wurden, um Taktzeiten zu optimieren. Pillen helfen wenig, um resilient zu werden. Entscheidend ist, an sich zu arbeiten und etwas zu verändern. Ähnlich ist es bei Unternehmen. Hier liegt der Schlüssel nicht in der Technologie, sondern in der Unternehmenskultur. ‣ weiterlesen
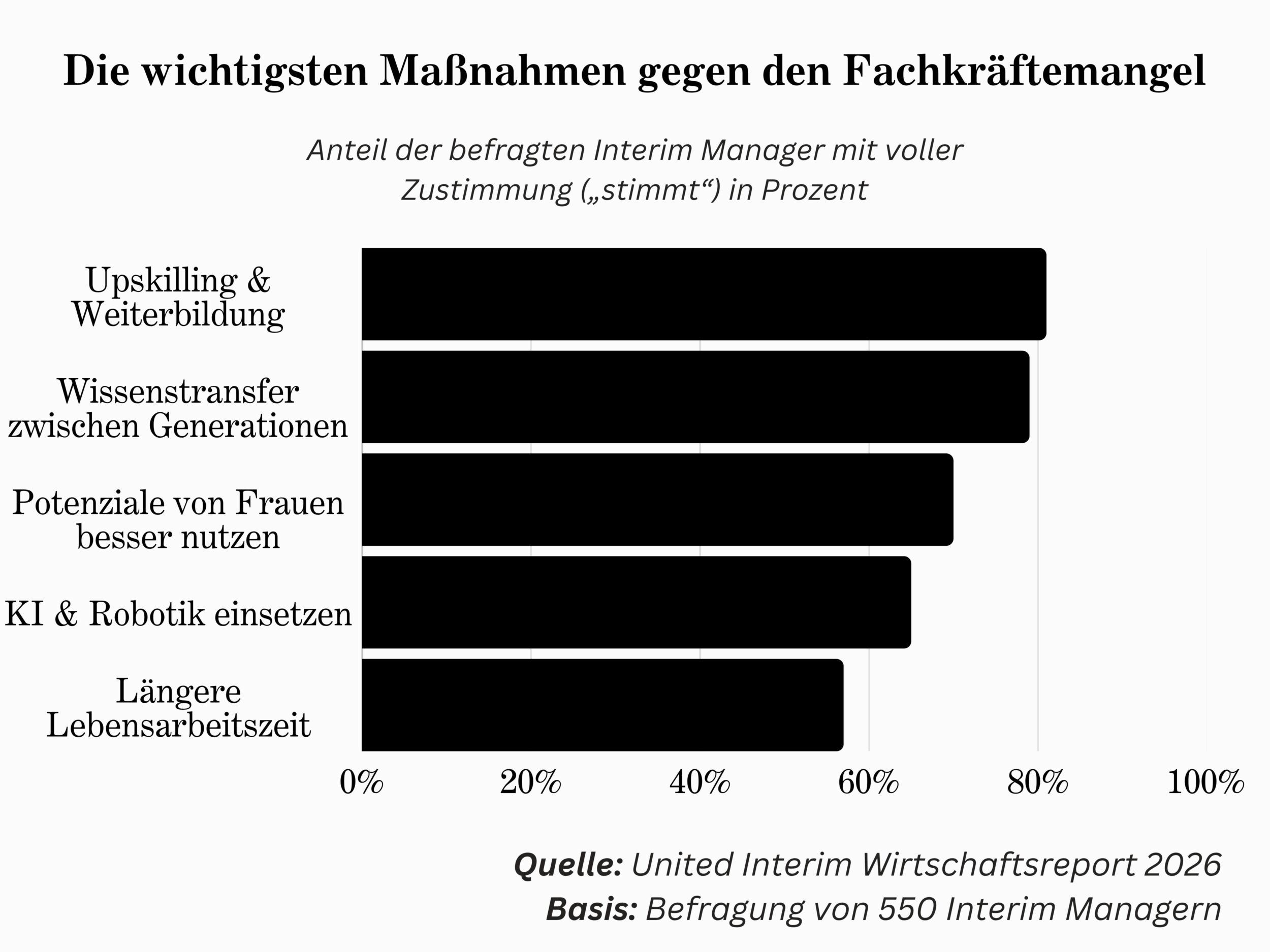
Resilienz: Kultur wichtiger als Technologie
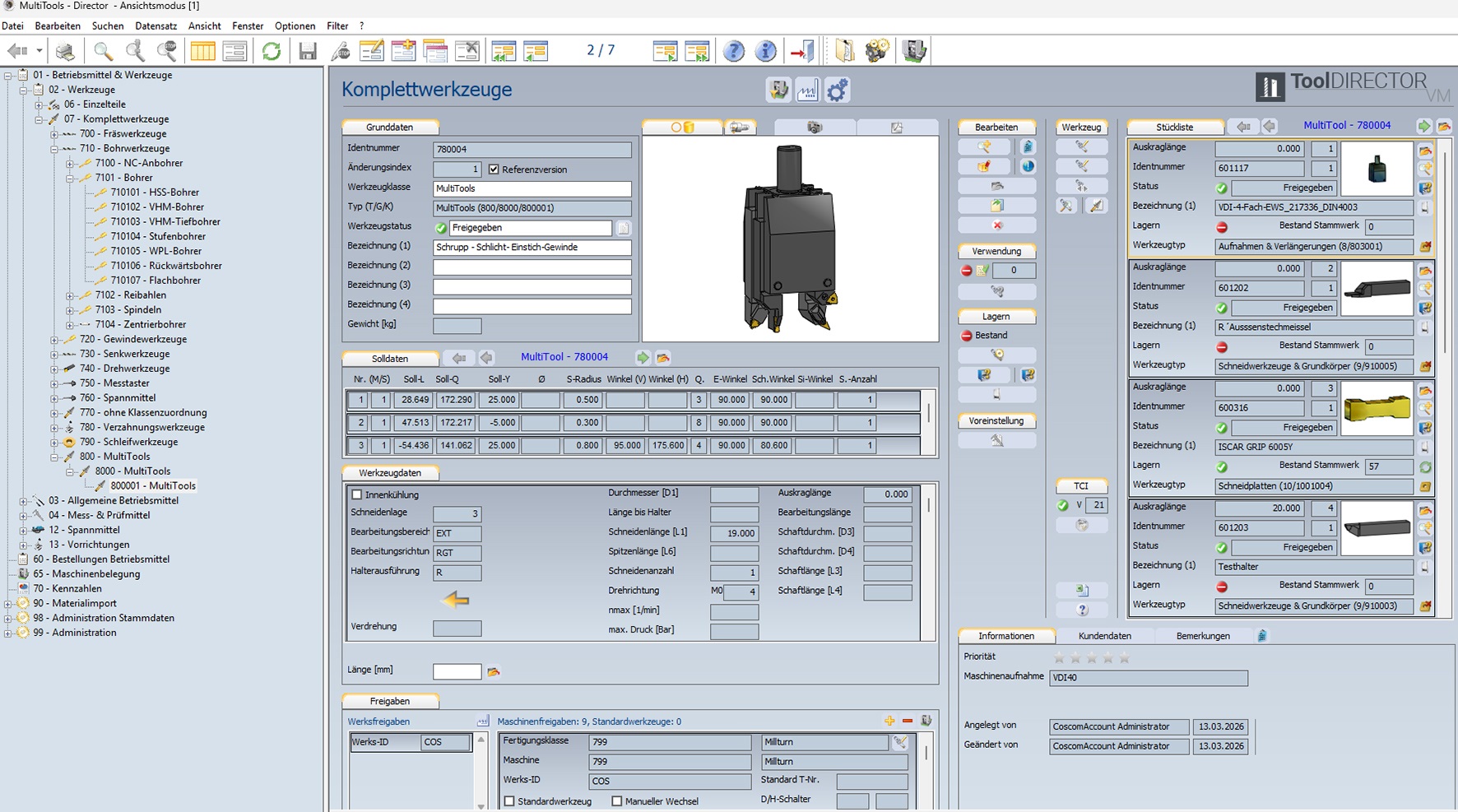
Seit Mapal von Beginn an involviert ist, hat sich das geändert. NC-Programmierung, Simulation und Toolmanagement greifen nun perfekt ineinander. Bei der Werkzeugprojektierung werden beispielsweise Simulationsdaten übernommen, was frühzeitig mögliche Kollisionen erkennen lässt. Auf Bauteiländerungen durch die OEMs vor dem Produktionsstart kann sofort reagiert werden. In den 3D-Simulationen werden Modifikationen noch vorgenommen, bevor die Werkzeuge fertig sind.
Für die Verbesserung der Bearbeitung spielt die Simulation ebenfalls eine maßgebliche Rolle. Sie zeigt beispielsweise Einfahrwinkel an, mit denen der Materialabtrag verbessert werden kann. Auch die Umschlingung eines Werkzeugs kann mit den Daten aus dem Computer reduziert werden. „Solche Details sind in der Simulation wesentlich besser zu erkennen, als wenn man durch das Fenster in die Maschine schaut“, weiß Streck.

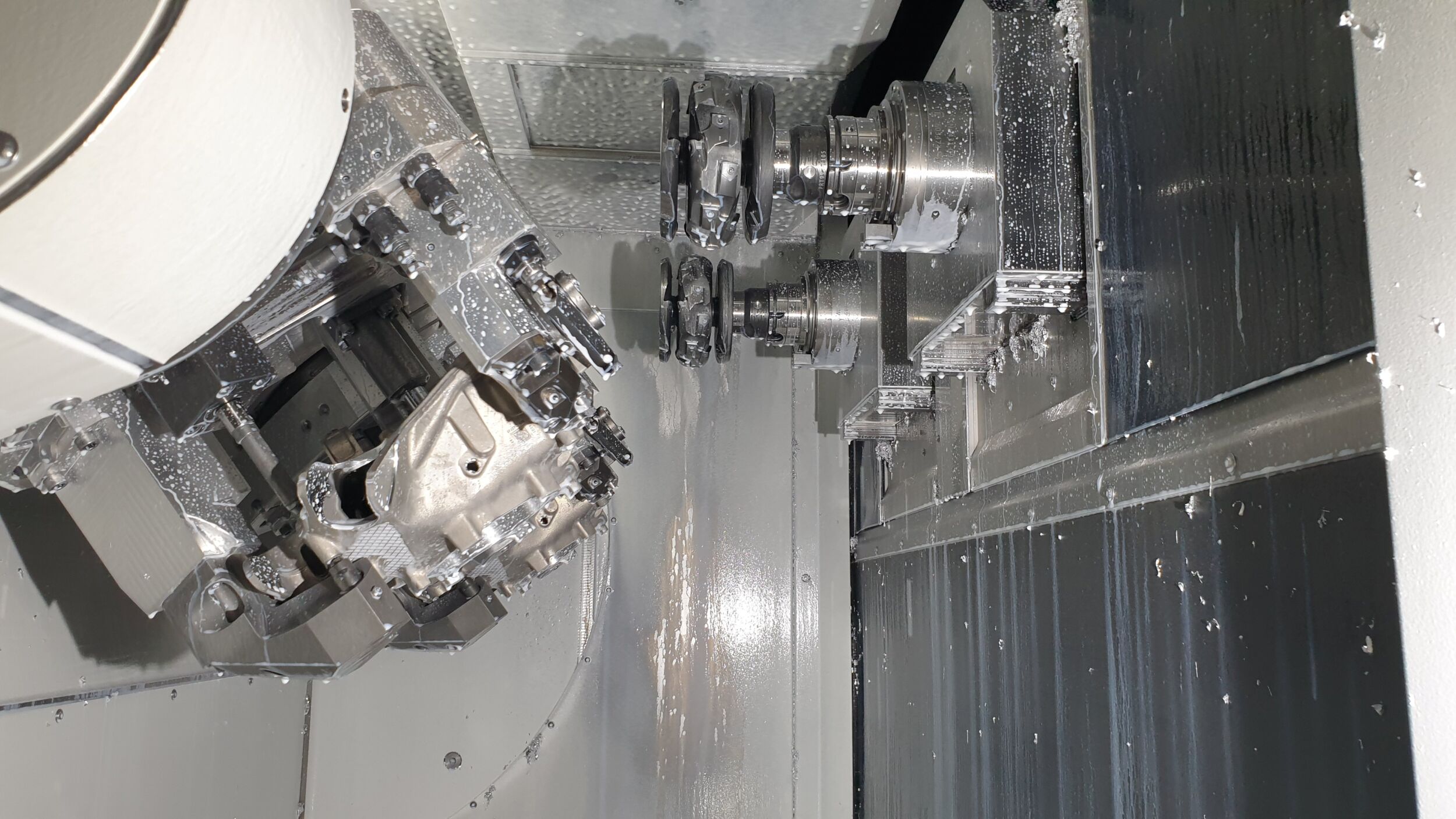
Mit den Fahrwerksteilen geht beim Ausgangsmaterial eine Verlagerung von Aluminiumdruckguss hin zu geschmiedetem Aluminium einher. Schmiedebauteile weisen wesentlich höhere Belastungskennzahlen auf als Gussteile. Die höhere Stabilität wird vor allem bei der Elektromobilität verlangt. Das erhöht allerdings auch die Anforderungen an die Zerspanung, um die verlangte Taktzeit zu erreichen. Der Materialabtrag und damit das zu zerspanende Volumen sind hier wesentlich höher, was nach angepassten Frässtrategien verlangt.
Außerdem haben sich die Materialeigenschaften verändert, wie Stephan Streck erläutert: „Verglichen mit Aluminiumdruckguss hat das Schmiedematerial einen stark reduzierten Anteil an Silizium. Das hat zur Folge, dass der Span nicht gut bricht, lange Späne bei der Bearbeitung entstehen und wir es mit aufgeschmierten Schneiden zu tun bekommen. Um hier Lösungen zu finden, ist die ganze Kompetenz von Mapal in der Aluminiumzerspanung gefragt.“ Aus geschmiedetem Aluminium fertigt Schabmüller derzeit einen Teil der in Großmehring hergestellten Radträger, Schwenklager und Sturzstreben.
Zur Verbesserung der Prozesse gehört auch, dass Mapal neue Werkzeuge mit aufnimmt, sobald sie verfügbar sind und Vorteile versprechen. Wie Anwendungstechniker Eugen Bien berichtet, wurde der neue Wendeschneidplattenfräser NeoMill-Alu-QBig bei Schabmüller eingesetzt, noch bevor er offiziell auf den Markt kam.
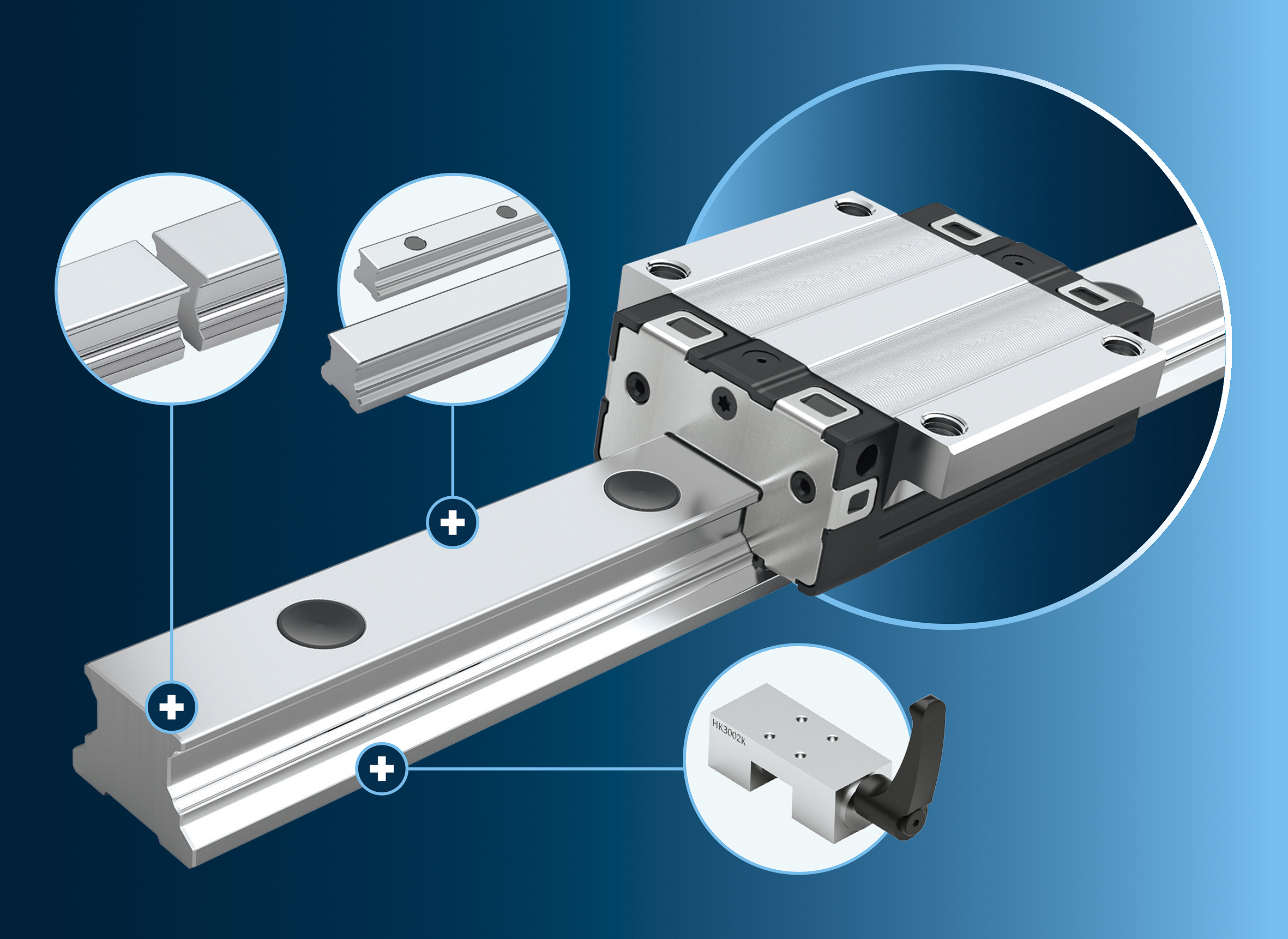
Dieser neue Wendeschneidplattenfräser ist für den Einsatz bei Drehzahlen bis 35.000 min-1 ausgelegt. Für festen Sitz trotz hoher Fliehkräfte sorgen Schrauben mit erhöhter Zugfestigkeit, welche die Wendeschneidplatten fest im prismatischen Sitz halten. Den Grundkörper hat Mapal mit einem Feinwuchtsystem ausgestattet, um die Maschinenspindel zu schonen und möglichst hohe Oberflächengüten zu erreichen. Zusätzlich lag das Augenmerk bei der Entwicklung auf geringen Schnittkräften und hochgenauen Wendeschneidplatten.
Unter drei verfügbaren Beschichtungen haben die Mapal Techniker für die Zerspanung von Kokillenguss bei Schabmüller eine Diamantschicht gewählt. Im Einsatz dreht der Maschinenbediener die Wendeschneidplatten mit ihren beiden Schneidkanten direkt an der Maschine, die Neubestückung der Fräser übernimmt Mapal im Einstellraum. Einen Vorteil zeigen die zäheren Hartmetallschneiden des NeoMill-Alu-QBig im Vergleich zu den zuvor eingesetzten Fräsern mit gelöteten PKD-Schneiden: Sie brechen weniger schnell aus bei Sandrückständen von der Gussform am Rohteil.
Für den Anwender ist aber etwas anderes entscheidend, wie Helmut Häckl bekräftigt: „In der Produktion haben wir mit dem NeoMill-Alu-QBig kürzere Taktzeiten erreicht, weil wir damit bei der Schnittgeschwindigkeit und dem Vorschub höhere Werte fahren können. Dafür würden wir sogar geringere Standzeiten in Kauf nehmen.“