Stumpfe Bohrer erzeugen Grate
Die jüngste Optimierung betrifft Tiefbohrungen für Ölkanäle, über die im Automatikgetriebe geschaltet wird. „Über unser Toolmanagement-System werten wir monatlich aus, welche Werkzeuge wie oft gewechselt wurden“, berichtet Sebastian Swiniarski. „Dabei haben sich die Tiefbohrer jedes Mal als auffällig erwiesen. Da diese Bohrer auch relativ kostenintensiv sind, haben wir an dem Punkt angesetzt, um unsere Werkzeugkosten weiter zu senken.“ Mit dem Werkzeugverschleiß kommen auch Qualitätsaspekte ins Spiel, da ein stumpfer Bohrer beim Austritt Grate erzeugt.
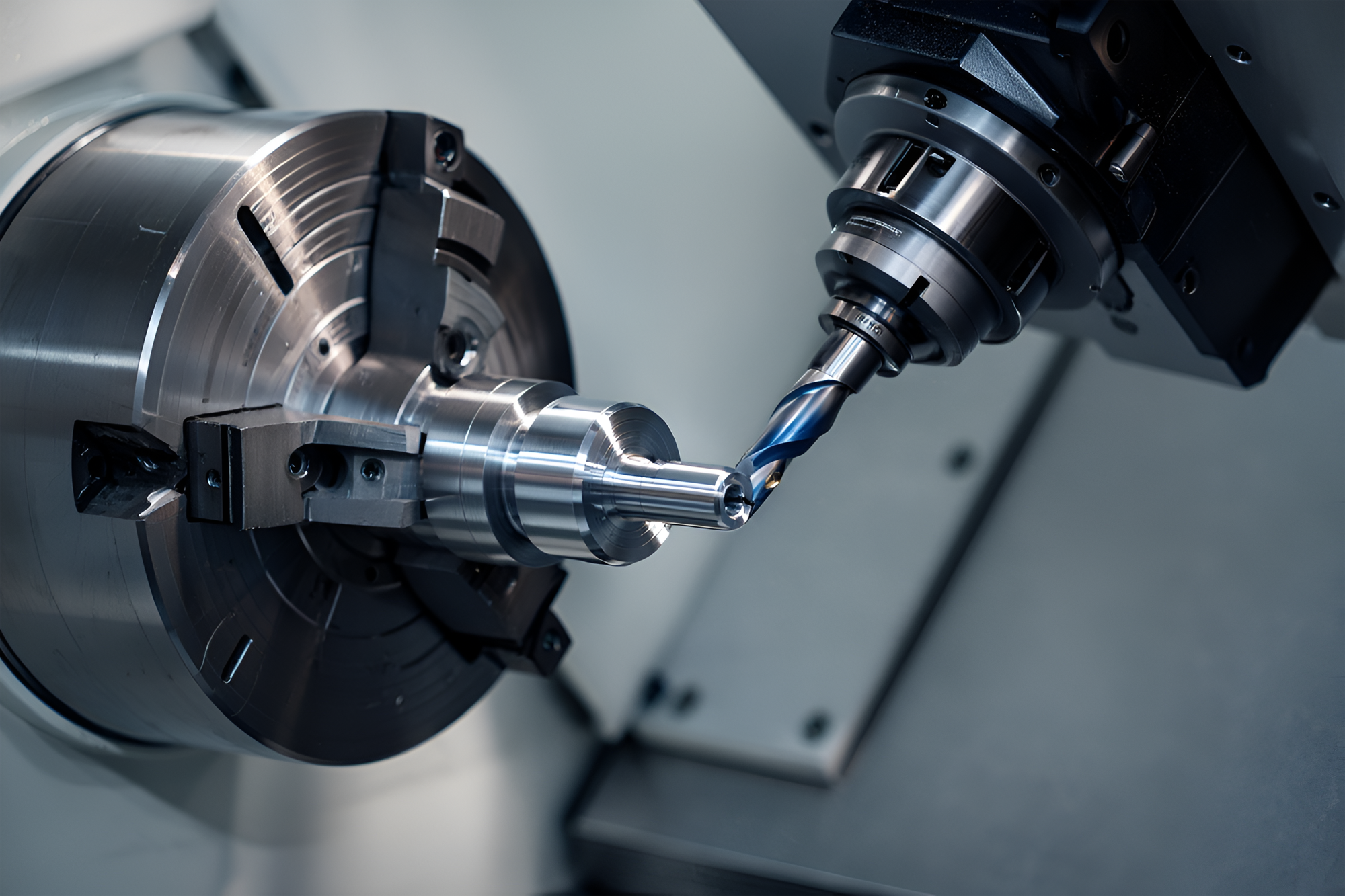
Konkret geht es um zwei von fünf Tiefbohrungen, die bei einem Durchmesser von 8 mm in Tiefen von 180 mm beziehungsweise 141 mm vordringen. Sie durchbohren das Bauteil von der Seite bis zum Lagersitz in der Mitte. Bislang wurden dafür Vollhartmetallwerkzeuge eingesetzt, wie sie für das Tiefbohren üblich sind. Schlote erreichte damit Standmengen bis 2.500 Bauteile. Ab 2.000 Bauteilen meldete die Lastüberwachung der Maschine allerdings bereits Werkzeugverschleiß, und es zeigten sich Grate an der Austrittsöffnung.

PKD stellt hohe Anforderungen
Bei der Optimierung des Tiefbohrens brachte Werksleiter Tino Lucius, früher Mitarbeiter bei Mapal, eine PKD-Variante ins Gespräch. So erarbeiteten die Partner den Ansatz, für das Tiefbohren eine PKD-Spitze einzusetzen. Bei der Umsetzung gab es einiges zu beachten, wie Stefan Frick schildert: „Einen solchen Bohrer komplett aus PKD herzustellen, ist nicht möglich. Neben den hohen Kosten spricht auch die Sprödigkeit des Materials dagegen. Sie bringt bei unterbrochenem Schnitt auch immer die Gefahr von Ausbrüchen an der Schneide mit sich. Da PKD hitzeempfindlich ist, muss zudem für gute Kühlung gesorgt sein.“
Standzeit von 2.500 auf 15.000 erhöht
Für das neue Werkzeug ging der Werkzeugspezialist vom vorhandenen Vollhartmetallbohrer aus und hat an dessen Spitze eine PKD-Schneide eingesetzt. Der Aufbau des Werkzeugs erinnert an einen mit Hartmetall bestückten Betonbohrer. Mit der Standmenge der PKD-Tiefbohrer sind die Fertiger in Harzgerode sehr zufrieden. War der Vollhartmetallbohrer bei circa 2.500 Bauteilen am Standzeitende, erreicht sein PKD-Pendant prozesssicher 15.000 Bauteile. Die Bearbeitung birgt noch weiteres Potenzial durch Herausforderungen wie Lunker im Material oder eine variierende Gussqualität, an denen aktuell gemeinsam gearbeitet wird. „Standzeiten von 40.000 Bauteilen haben wir ebenfalls schon des Öfteren erreicht. Daher ist es natürlich unser Ziel, dass wir die Standzeitausreißer nach oben zum Regelfall machen“, betont Stefan Frick.
Die Schnittdaten blieben gegenüber dem Vollhartmetallbohrer unverändert bei einer Drehzahl von 8.700 min-1, einem Vorschub von 0,3 mm/U und einer Schnittgeschwindigkeit von 218 m/min. Das wirtschaftliche Potenzial des neuen Bohrers liegt in dessen wesentlich höherer Standzeit, den daraus resultierenden niedrigeren Werkzeugkosten und der höheren Prozesssicherheit. Der Wegfall vieler Werkzeugwechsel reduziert zudem den Maschinenstillstand.
Die Produktion bei Schlote in Harzgerode besteht aus insgesamt zehn Fertigungszellen. In jeder dieser Zellen stehen drei Maschinen des Herstellers SW, zwei Doppelspindler W06 und ein Einspindler One6. Das Bauteil wird in drei Spannungen bearbeitet, wobei die Doppelspindler die beiden ersten Spannungen übernehmen und in der dritten das Finishing stattfindet.
Die Zukunft ist elektrisch
Die Fertigung der Kupplungsgehäuse am Standort war als Projekt mit einer Laufzeit von mindestens acht Jahren und einer Peak-Stückzahl von jährlich 1,1 Millionen Teilen ausgelegt. Der Peak wurde 2020 überschritten. Mittlerweile läuft die Produktion des Bauteils im fünften Jahr und liegt bei 900.000 Stück. Zusammen mit der kontinuierlich verbesserten Produktivität erlauben es die sinkenden Produktionsmengen, nun Zukunftsthemen anzugehen und erstmals auch andere Bauteile herzustellen. Dafür hat der Umbau des Werks bereits begonnen. Im ersten von zwei neuen Projekten geht es um sechs verschiedene Bauteile für ein neues Hybridmodell eines Herstellers von Supersportwagen, die Schlote produzieren soll.
In einem weiteren Projekt ist wieder die Kompetenz des Fertigers bei Kupplungsgehäusen gefragt – dieses Mal allerdings für Elektrofahrzeuge. Schlote profitiert hier von dem Trend in der Elektromobilität, auch E-Autos mit einem Getriebe auszustatten. Für ein innovatives Modell mit drei Gängen soll die Verbindung zwischen Motor und Getriebe aus Harzgerode kommen. Die Hälfte der Hallenkapazität wird derzeit umgebaut. Die Fertigung von Teilen für Verbrenner wird auf 50 Prozent heruntergefahren, zehn Prozent sollen künftig auf Hybridfahrzeuge entfallen, 40 Prozent auf reine Elektromobilität. Erste Bauteile für die neuen Projekte hat Schlote bereits hergestellt.