Die Geschichte von Schlote begann 1969 mit einer kleinen Werkstattfertigung in Harsum, wo das Unternehmen immer noch seinen Stammsitz hat. Zur Gruppe gehören heute elf Unternehmen mit insgesamt 1.800 Mitarbeitern. Der Automobilzulieferer verfügt über acht Werke in Deutschland, weitere Produktionsstätten befinden sich in Tschechien und China. Kunden der Schlote Gruppe sind große Automobilhersteller, Systemintegratoren und Gießereien. 55 Prozent seines Umsatzes macht Schlote mit Teilen für Motoren, 39 Prozent entfallen auf Getriebe, sechs Prozent auf Chassis.
Mit der Firma Trimet Aluminium gab es an anderen Standorten bereits eine erfolgreiche Zusammenarbeit, um aus gegossenen Rohlingen einbaufertige Automobilteile herzustellen. Der Zuschlag eines großen Automobilzulieferers für ein Bauteil, das in sehr hohen Stückzahlen gefertigt werden sollte, führte zu einem Joint-Venture zwischen Schlote und Bohai Trimet in Harzgerode.

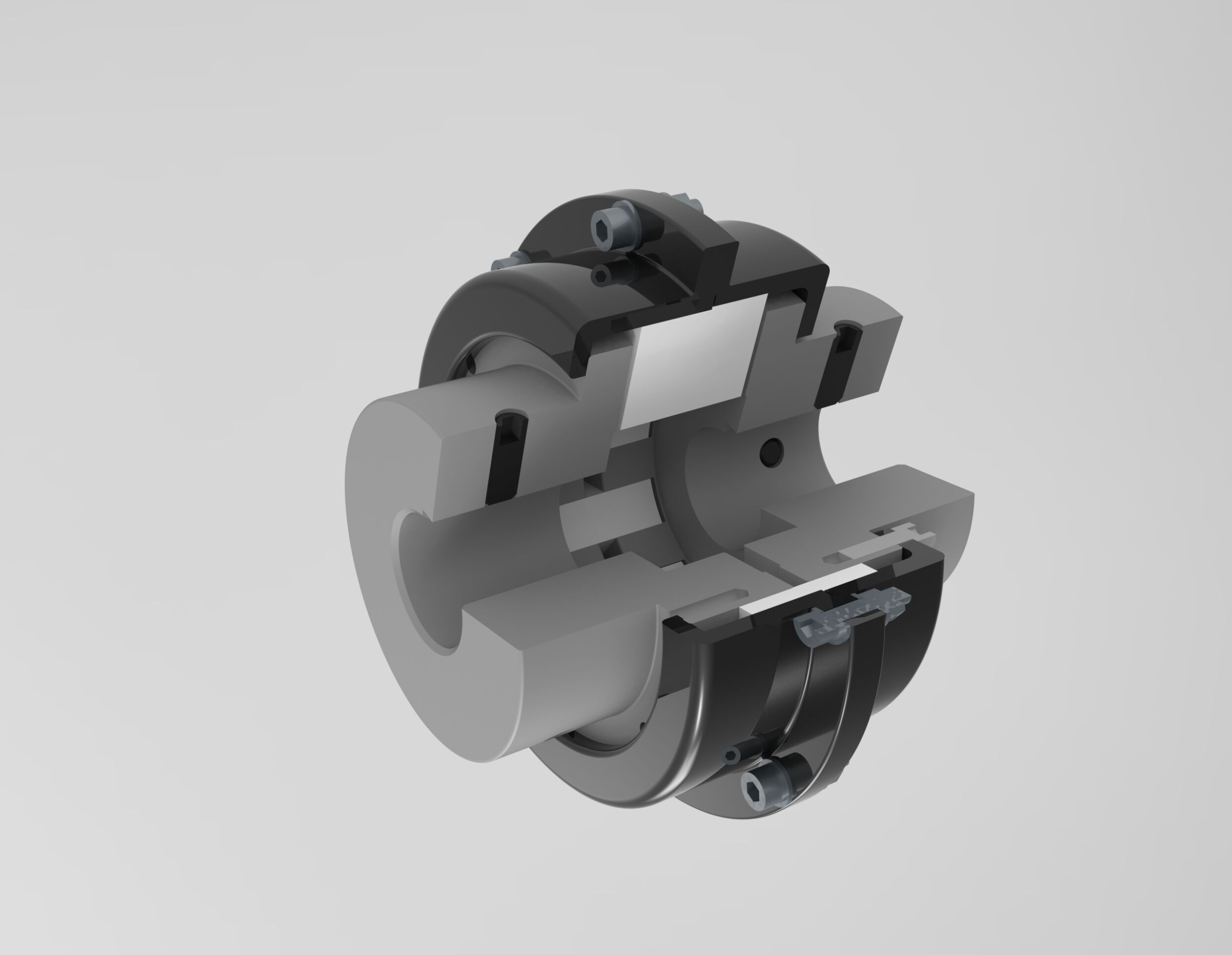
Mehr als 4.000 Kupplungsgehäuse pro Tag
Bei dem in Harzgerode hergestellten Bauteil handelt es sich um ein Kupplungsgehäuse aus Aluminiumdruckguss. Die Automatikgetriebe des Zulieferers gehen in einer einheitlichen Version an mehrere große Automobilhersteller, bei denen sie vorwiegend in Fahrzeugen bis zu einem Hubraum von zwei Litern eingebaut werden. Die Kupplungsglocke verbindet Getriebe und Motor. Die Getriebeseite ist bei allen Kupplungsgehäusen gleich, die andere Seite ist an die jeweiligen Motoren der Automobilhersteller angepasst. Die Unterschiede sind eher klein, weshalb diese Kupplungsglocke zu 99 Prozent baugleich für alle belieferten Automobilhersteller ist.
Aktuell fertigt die Schlote Harzgerode GmbH davon 4.000 Stück pro Tag. Das moderne Werk verfügt über einen sehr hohen Automatisierungsgrad von über 80 Prozent. Am Standort Harzgerode sind 120 Mitarbeiter beschäftigt, die an fünf Tagen pro Woche rund um die Uhr arbeiten. Bei Bedarf kann die Produktion auch auf sechs oder sieben Tage ausgeweitet werden. Wie in der gesamten Automobilindustrie sind die Anforderungen an das Bauteil auch hier sehr hoch. „Bei dem Teil handelt es sich nicht nur um einen Adapterflansch, sondern das ist die Rückseite des Getriebes. Daher ist für die Lagersitze höchste Präzision erforderlich“, erläutert Sebastian Swiniarski, Gruppenleiter Arbeitsvorbereitung bei Schlote. In das Bauteil sind zahlreiche Bohrungen mit unterschiedlichen Toleranzen einzubringen, wofür Präzisionsfertigung im Bereich von tausendstel Millimetern gefragt ist.

Verbesserungen zusammen erreicht
Mapal und Schlote blicken auf eine langjährige, gute Zusammenarbeit zurück. So kommen PKD (polykristalliner Diamant)-Fräser, die unter anderem definiert raue Oberflächen zum Aufbringen der Dichtmasse schaffen, Gewindebohrer, Reibahlen sowie eine Reihe unterschiedlicher Bohrwerkzeuge von Mapal zum Einsatz. „Wir bieten unseren Kunden umfassende Lösungen bis hin zur Auslegung kompletter Prozesse an“, sagt Stefan Frick, der Schlote als technischer Berater von Mapal betreut.
Die eingesetzten Werkzeuge standen von Beginn an auf dem Prüfstand. Seit die Produktion in Harzgerode läuft, werden laufend Analysen betrieben, um mögliche Schwachstellen aufzudecken und die Fertigung zu optimieren. Im Rahmen dieses kontinuierlichen Verbesserungsprozesses ist es im Laufe der Jahre gelungen, höhere Standzeiten zu generieren, Werkzeugkosten zu senken und die Produktionsmenge zu steigern. Konnten anfänglich maximal 3.600 Teile pro Tag gefertigt werden, liegt das mögliche Limit heute bei 4.500 Bauteilen, ohne dass zusätzliche Maschinen angeschafft werden mussten.