Die erste Generation des Single-Arm-Verkettungssystems, der FeederPlus6, hat sich über mehr als zehn Jahre zur Automatisierung von Pressenlinien vornehmlich in der Automobilindustrie etabliert. „Damals wie heute verbauen wir in unseren Anlagen nur Komponenten von Qualitätsanbietern“, sagt Andreas Senge. Er ist bei der Strothmann Machines & Handling GmbH in Schloss Holte-Stukenbrock als Leiter der Produktgruppe Pressenautomation und Handlingssysteme zuständig für die Konstruktion und Entwicklung von Automatisierungslösungen. „Wenn diese Hersteller dann wie Wittenstein ein Portfolio bieten, mit dem wir die Anforderungen der verschiedenen Maschinenachsen vollständig abbilden können, ist das natürlich optimal.“

Millimeterarbeit: kein Platz für Spiel und Schwingungen
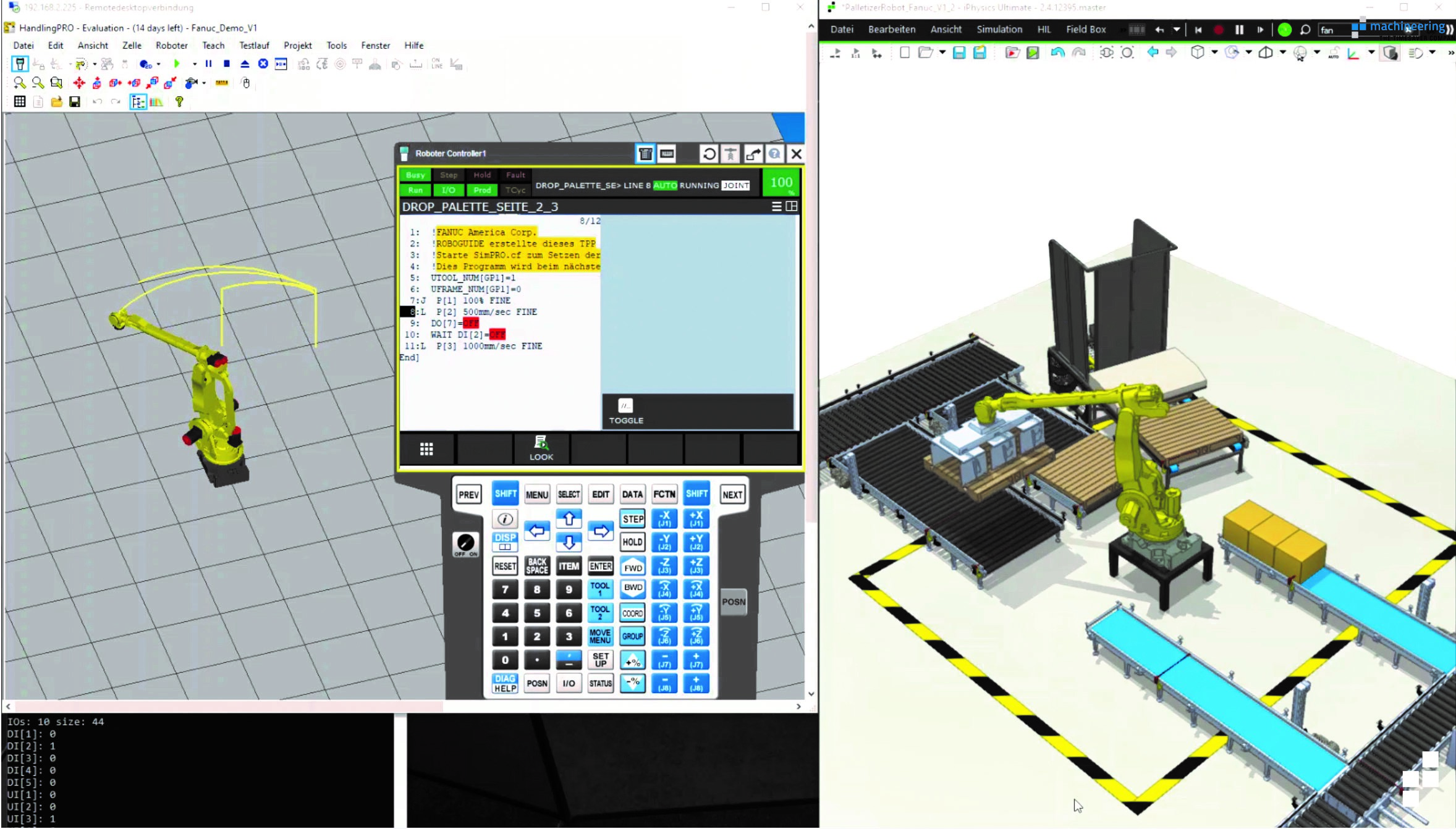
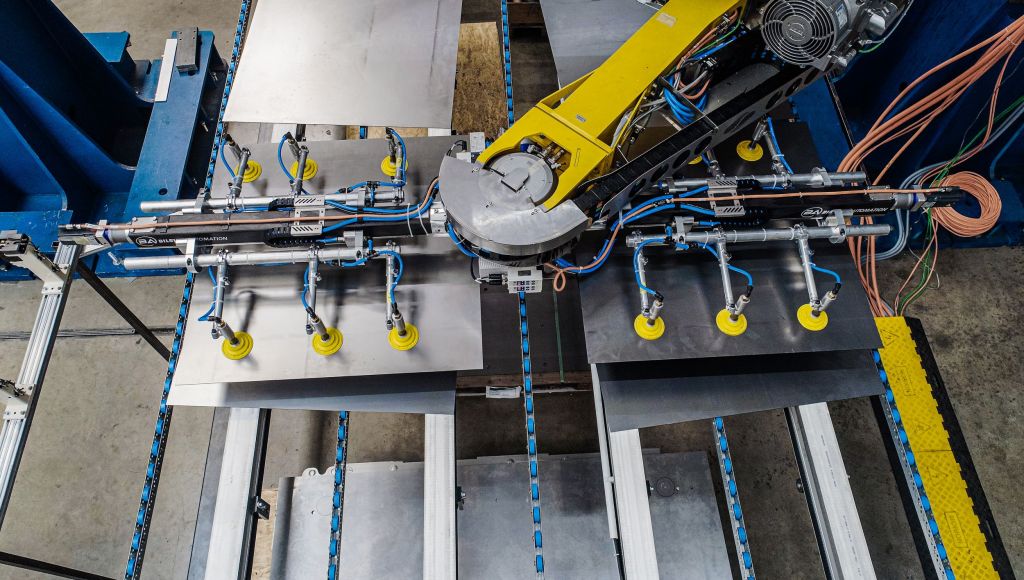
Der FeederPlus 6neo kommt in einer Pressenlinie zur Verkettung von zwei Pressen zur Anwendung – je länger die Linie und je mehr Pressen zum Umformen von Blechteilen erforderlich sind, desto mehr Verkettungssysteme werden eingesetzt. Der Single-Arm-Feeder entnimmt ein geformtes Teil aus einer Presse und legt es für den folgenden Bearbeitungsschritt in die nächste Presse ein. „Die Pressen laufen dabei kontinuierlich weiter, während die Bewegungen des FeederPlus 6neo Bahnkurven folgen, die mit den Pressen synchronisiert sind“, beschreibt Andreas Senge die Dynamik der Bauteilhandhabung.
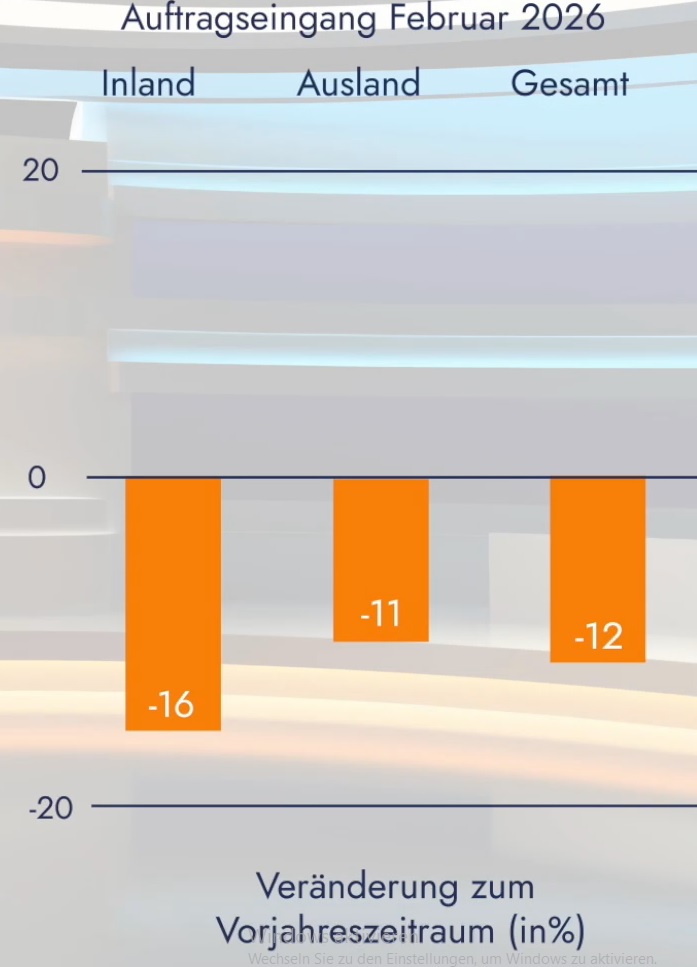
Der prozesskritische und zugleich antriebsrelevante Aspekt dabei: die Achsen des Feeders und die Werkzeuge der Presse kommen sich in bestimmten Momenten bis auf wenige Zentimeter nah. Dies erfordert je nach Achse spielarme oder sogar spielfreie Getriebe mit höchstmöglicher Verdreh- und Kippsteifigkeit, um Kollisionen durch Schwingungen oder Ungenauigkeiten in der Führung und Positionierung zu vermeiden. Diese Anforderungen durften jedoch nicht zu Lasten der Dynamik gehen, denn der FeederPlus 6neo wurde vor allem entwickelt, um die Ausbringungsleistung von vormals 12 auf jetzt bis zu 16 Teile in der Minute zu steigern.
Mehrkörpersimulationen zur Antriebsauslegung
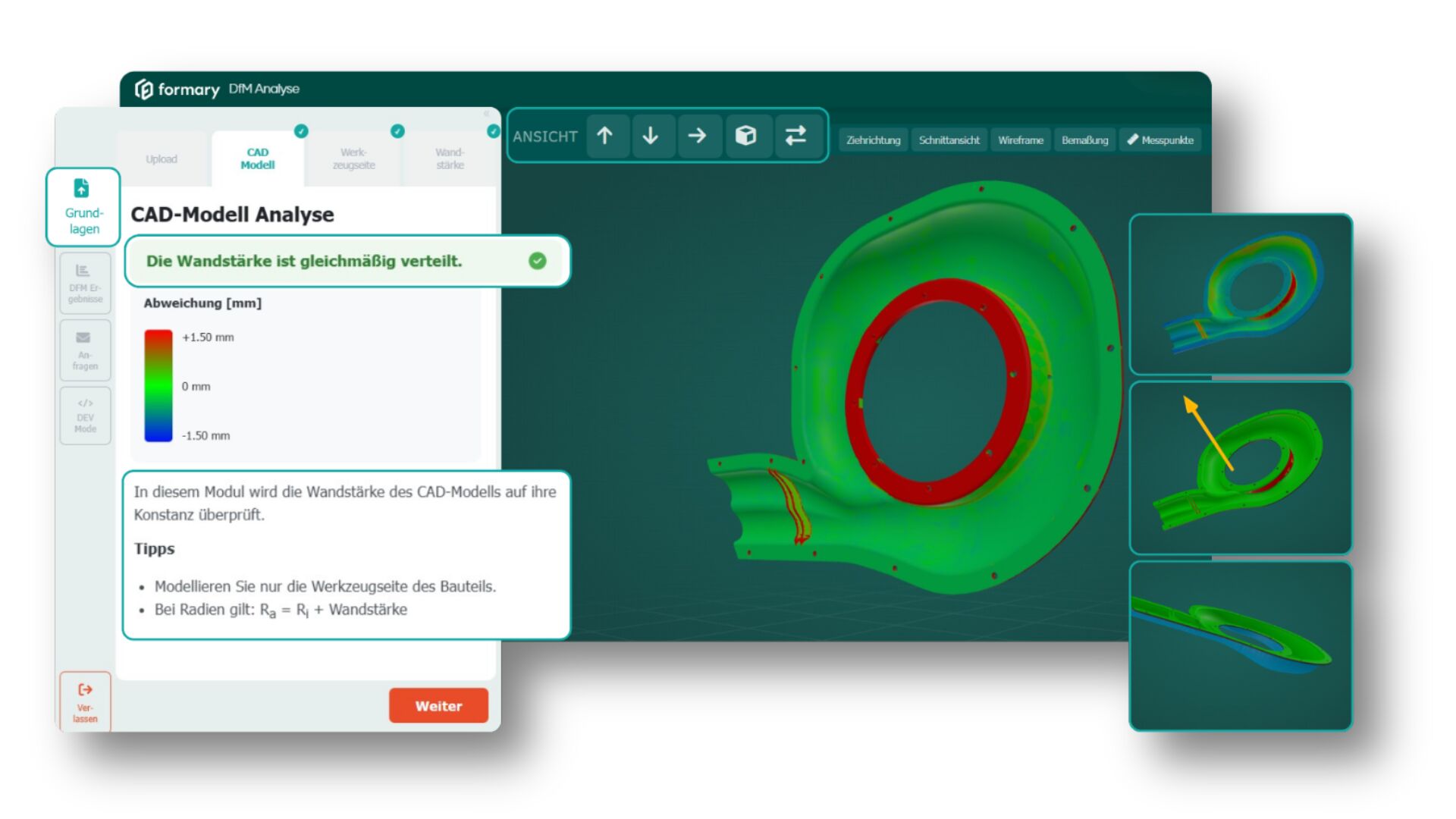
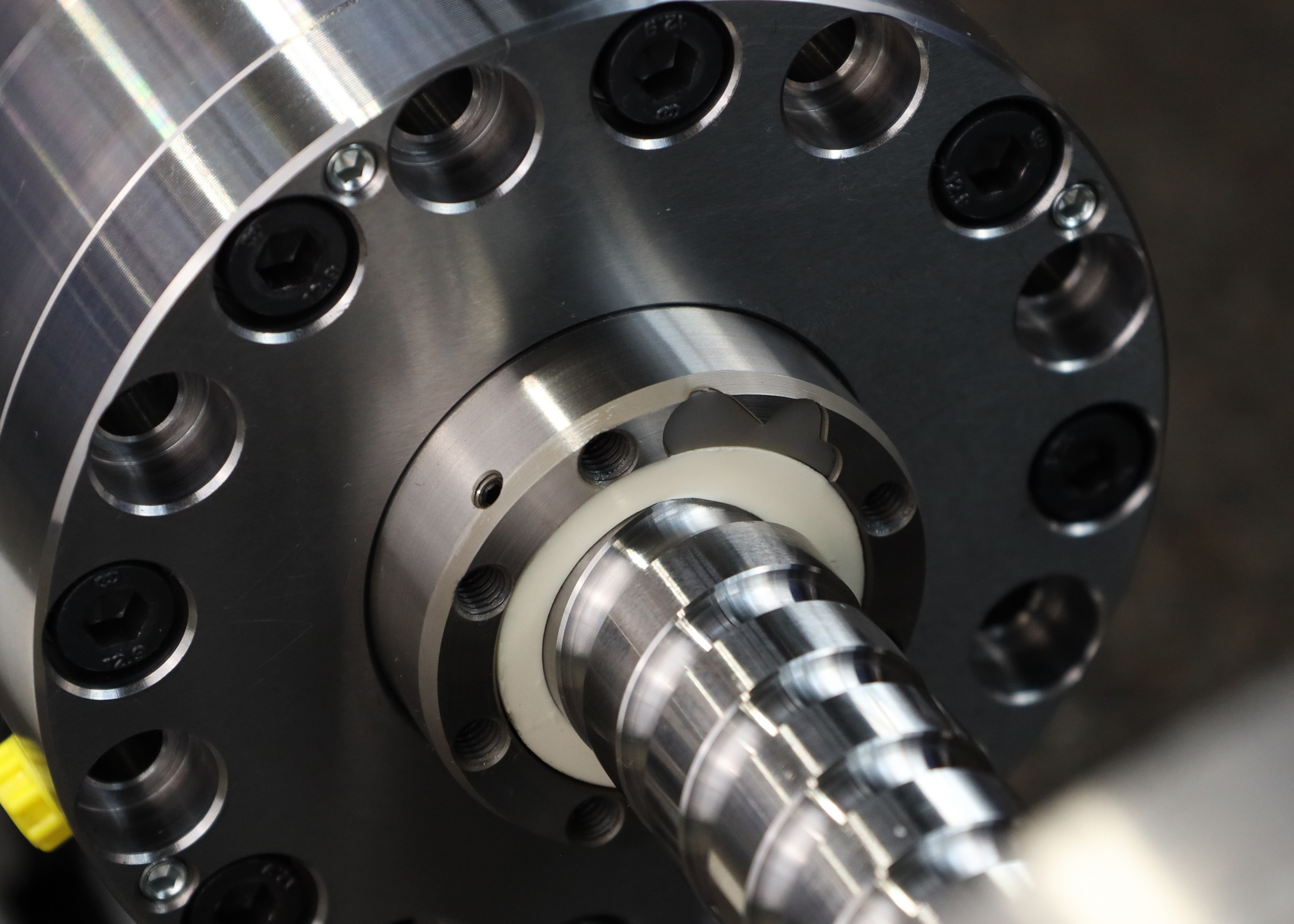
Die komplexe Kinematik sowie die besonderen Anforderungen an Dynamik und Präzision der antriebstechnischen Komponenten hat Strothmann im frühen Stadium des Entwicklungsprojektes durch Mehrkörpersimulationen analysiert – verifiziert und optimiert durch den Import der Daten in das Auslegungstool cymex 5 von Wittenstein. Die Rotationsachsen für den teleskopierbaren Schwenkarm (C1-Achse) und die Bauteilaufnahme (C2-Achse) standen bei der Auslegung besonders im Fokus. Extrem hohe Anforderungen an die Steifigkeit stellte die C1-Achse. Die Herausforderung bestand darin, den Schwenkarm des Feeders ohne eine zusätzliche Lagerung direkt an dem C1-Getriebe zu befestigen. Dies stellte aufgrund des großen Hebelarms und der damit verbundenen Kippmomente besonders hohe Anforderungen an die Getriebelagerung. „Das ausgewählte TP+2000 High Torque von Wittenstein alpha ist eines der wenigen überhaupt am Markt verfügbaren Servogetriebe, die die geforderten Kippmomente aufnehmen können“, erläutert Senge.
Die C2-Achse benötigte eine Getriebelösung mit integriertem Motor, die möglichst flach baut. Gleichzeitig sind für das Drehen und Ablegen von Fertigteilen auf Förderbänder am End of Line (EoL) hohe Drehmomente erforderlich. „Das Antriebssystem Galaxie DF110, das wir hier einsetzen“, führt Andreas Senge weiter aus, „bietet eine so hohe Drehsteifigkeit und Drehmomentdichte auf so kleinem Bauraum, wie sie von keiner anderen Motor-Getriebe-Einheit erreicht werden.“
Mehr als 1 Million Euro gespart
Über die verkettungstechnische Grundfunktionalität des FeederPlus 6neo hinaus erlaubten es die spielarmen, drehsteifen und hochdynamischen Antriebskomponenten von Wittenstein alpha, den Feeder mit Funktionserweiterungen für den Front-of-Line (FoL)- und den End-of-Line-Bereich der Pressen auszustatten. „Der FeederPlus 6neo kann jetzt sowohl Platinen mit Positionsabweichungen von der Fördertechnik aufnehmen, diese prozessgerecht zentrieren und in die erste Presse einlegen, als auch Fertigteile aus der letzten Presse entnehmen und ergonomisch vorteilhaft um 90° gedreht auf anschließende Förderbänder verteilen“, beschreibt Andreas Senge. Diese Funktionserweiterungen, die auch durch die Dynamik und Präzision der Antriebstechnik möglich wurden, sparen dem Kunden mehr als 1 Million Euro pro Pressenlinie ein.