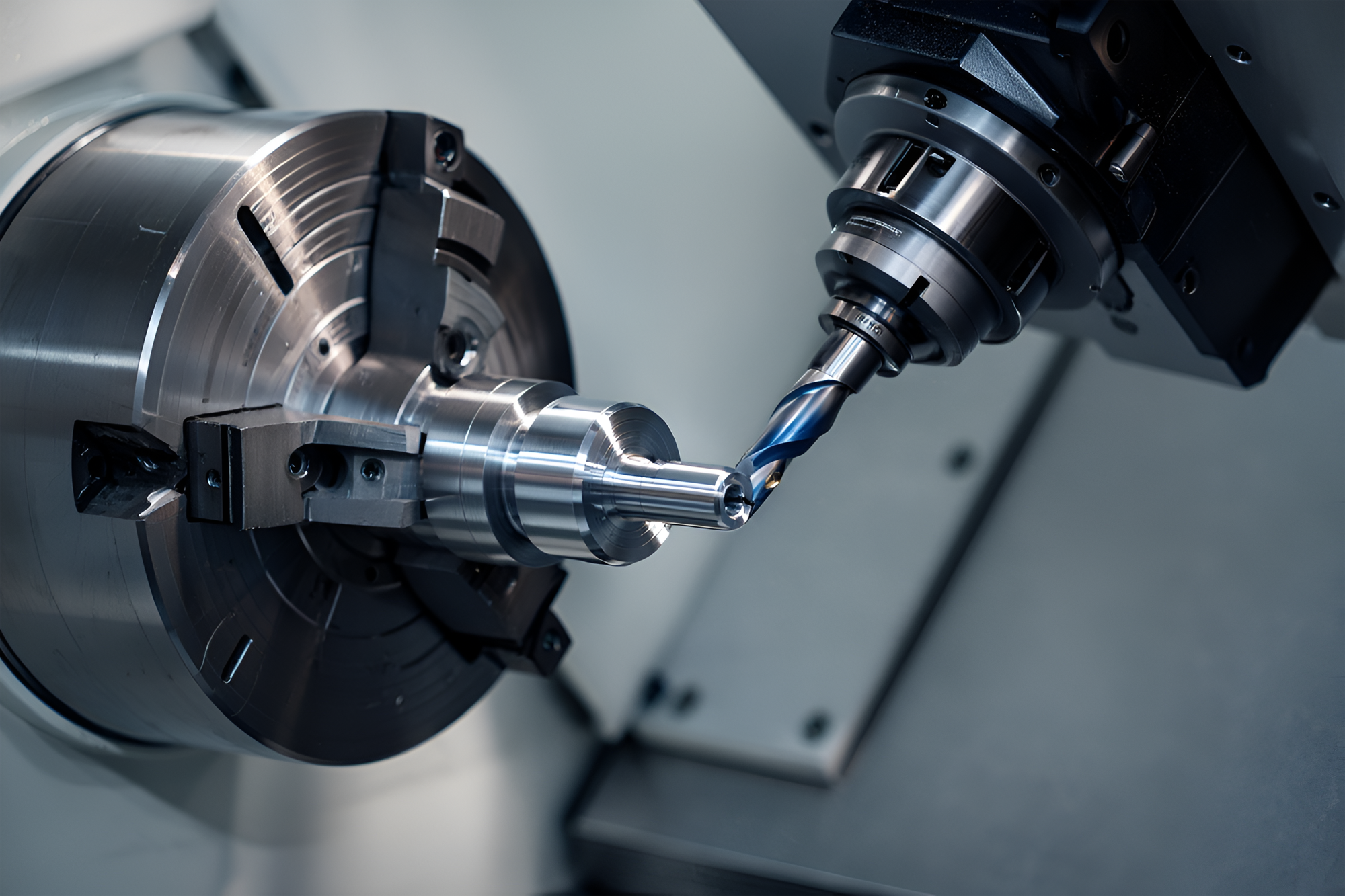
Die aus zwei Rundtischen bestehende, 5x2m messende Montagezelle absolviert in der Werkshalle ihren finalen Testlauf. An einer Beladestation legt ein Werker das Mittelrohr in den pneumatischen Schlitten und bestückt das Nest der Nachbarstation mit zwei geschlitzten Stützringen. Er verlässt den Sicherheitsbereich beider Lichtgitter-Paare und setzt den Montageablauf über einen Betätigungstaster in Gang: Der Greifer auf dem Rundschaltisch schließt, der Ausrichtzylinder fährt automatisch zurück. Der Rundschalttisch ist nun frei und kann takten. Es folgt ein mehrstufiger Montage- und Fügeprozess über zwei Rundtisch-Module mit insgesamt acht Stationen. Zunächst müssen zugeführte O-Ringe in die entsprechende Nut gebracht werden: Ein Einführtrichter zentriert sich über dem aufgestellten Mittelrohr, Greifer übernehmen die Stützringe, ein dreiteiliges Montagewerkzeug schiebt die Stützringe in die vorgesehene Position. Nachfolgend fügt eine Handling-Einheit das Mittel- über das Innenrohr, eine Greifapplikation entnimmt das Bauteil. Der Schlitten ist wieder aufnahmebereit in seiner Anfangsposition. Über eine Transfereinheit gelangt das nunmehr halbfertige Dämpferbauteil zur ersten Station des Nachbar-Rundtisches. Dabei muss Lage und Positionierung des Dämpferbauteils beibehalten werden. Eine Fügehilfe drückt den Druckadapter so weit nach unten, bis dieser in der gewünschten Höhe positioniert ist. In der vorletzten Station des Rundtisches wird die vormontierte Dämpfungseinheit auf den Ventilkegel gepresst, mittels Sensorik werden Kraft und Weg zuverlässig überwacht. Zeigt der anschließende Prüfprozess an, dass der Dämpfer den Qualitätsvorgaben rundum entspricht, entnimmt ein Werker das IO-Bauteil an der letzten Station.

Fokus auf Flexibilität und Sicherheit
In Kürze wird die Montagezelle bei einem namhaften Automobilzulieferer im Dreischicht-Betrieb Stoßdämpfer im 20s-Takt produzieren. Die Anlage ist flexibel aufgebaut und kann ohne langwierige Umbau- und Stillstandszeiten bis zu acht Dämpfertypen mit Innenrohr-Längen zwischen 200 und 600mm herstellen. Automatisierungslösungen auf Rundtischbasis sind platzsparend, erlauben kurze Schaltzeiten und eignen sich hervorragend für die Montage komplexer Bauteile. Für Hahn Automation sind Rundtischautomaten nur eine von mehreren Varianten, um anspruchsvolle Kundenanforderungen in technisch ausgereifte Lösungen zu übersetzen.
Das Thema Sicherheit genießt beim Anlagenbauer einen hohen Stellenwert. Im selben Maße, wie die Ansprüche an Performance, Effizienz und Bedienbarkeit von Anlagen zunahmen, stiegen die Anforderungen an leistungsfähige Sicherheitskonzepte. Sie sollen neben der zentralen Aufgabe, Menschen im Umfeld von Maschinen und Anlagen vor Gefahren zu schützen auch Bedien- und Verfahrensabläufe nicht behindern und keinen Anlass zu Manipulationen geben.
Schon früh hat Hahn Automation erkannt, welche Vorzüge flexible Softwarelösungen gegenüber anfälligen und installationsaufwändigen Hardwareapplikationen bieten – vom Engineering über die Inbetriebnahme bis zur Produktionsphase beim Kunden. Im Jahr 2002 kam die erste PNOZmulti-Steuerung mit vier Modulen auf den Markt: Erstmals ließen sich mehrere sicherheitsrelevante Funktionen einer Maschine mit nur einem Gerät über ein am Computer generiertes Softwareprogramm auf einfache Weise erstellen. Die konfigurierbaren I/Os boten Elektrokonstrukteuren neue Flexibilität. Kurz darauf setzte Hahn Automation die erste konfigurierbare Kleinsteuerung ein.

Eine modulare Musterlösung war das Ziel
Auch bei der aktuellen Montagezelle wurde auf eine sichere Lösung von Pilz gesetz. Im Detail besteht die Anlage aus zwei Modulen, die getrennt aufgebaut und erst am Ende zusammengefügt werden. Sie verfügt über eine gemeinsame Steuerung und kommt mit einem Schaltschrank aus. Neben den pneumatischen Montagezylindern kommen zudem auch servoelektrische Antriebe für das Material-Handling zum Einsatz. Die Risikoanalyse ergab, dass für die beiden Eingriffsbereiche sowie für die fünf nur zu Wartungszwecken zu öffnenden Türen geeignete Schutzmaßnahmen zu ergreifen sind.
Die geforderte Sicherheitslösung sollte nicht nur auf diese Anlage zugeschnitten, sondern als flexible und modular erweiterbare Musterlösung auch für vergleichbare Anlagen geeignet sein. Ein klarer Fall für die konfigurierbare Kleinsteuerung PNOZmulti 2: Mit ihrer modularen Hardwareplattform und einem breiten Portfolio an Erweiterungsmodulen lassen sich Funktionen wie Überwachung von Nothalt, Schutztüren, Lichtgittern, Zweihand, Pressensicherheitsventilen, analogen Messwerten bis hin zu Motion Monitoring Funktionen auf einfache Weise abdecken. PNOZmulti 2 ermöglicht je nach Applikation ein Sicherheitslevel bis PLe/Kat.4 nach EN/ISO13849-1 bzw. SIL/CL3 nach EN/IEC62061. Das eingesetzte Basisgerät PNOZ m B0 bietet onboard zwanzig sichere Eingänge, davon acht als frei konfigurierbare Hilfsausgänge, vier sichere Halbleiterausgänge plus vier konfigurierbare Taktausgänge.
Sicherheitsschalter und Schutztürüberwachung
In Kombination mit dem codierten, berührungslosen Sicherheitsschalter PSENcode von Pilz – der zur Positionsabfrage dient – macht ein Lichtgitter-Paar die beiden Eingriffsbereiche sicher. Zur Absicherung der fünf Schutztüren kommt, anstatt konventioneller mechanischen Sicherheitsschalter, das berührungslos wirkende Schutztürsystem PSENslock von Pilz zum Einsatz. PSENslock kombiniert sichere Schutztürüberwachung mit einem berührungslos wirkenden Haltemagnet in nur einem Gerät.