Einatmen, ausatmen – so selbstverständlich diese Funktion für den Körper ist, so kompliziert ist es, dies einer Maschine beizubringen. Setzt der Atemreflex aus, hängt die lebensnotwendige Versorgung an Sauerstoff-Grenzwerten, Atemminuten, -zugvolumina und -frequenzen sowie Druckeinstellungen. Wie genau, das weiß der Hightech-Leader Hamilton. Die Gruppe entwickelt und fertigt an ihren Hauptstandorten in Bonaduz und Domat/Ems in der Schweiz innovative Beatmungsgeräte, Pipettierroboter, Biopharma-Sensoren, Probenverwaltungssysteme und weitere Automationslösungen.

Anspruchsvolle Fräsprozesse
Das Familienunternehmen setzt auf eine hohe Fertigungstiefe, um unabhängig zu sein und den hohen Qualitätsansprüchen an medizinische Geräte gerecht zu werden, wie Luca Morell erklärt. Der Teamleiter in der mechanischen Produktion bei Hamilton steht zwischen zwei neuen 5-Achs-Bearbeitungszentren (BAZ) vom Typ C 12 U der Maschinenfabrik Berthold Hermle. Automatisiert sind beide Anlagen jeweils mit der zweiten Generation des kompakten Robotersystems RS 05-2. Hinter ihm arbeiten kontinuierlich zwei weitere BAZ der Hermle High-Performance-Line: eine C 32 U sowie eine C 42 U, die hauptzeitparallel gerüstet wird.
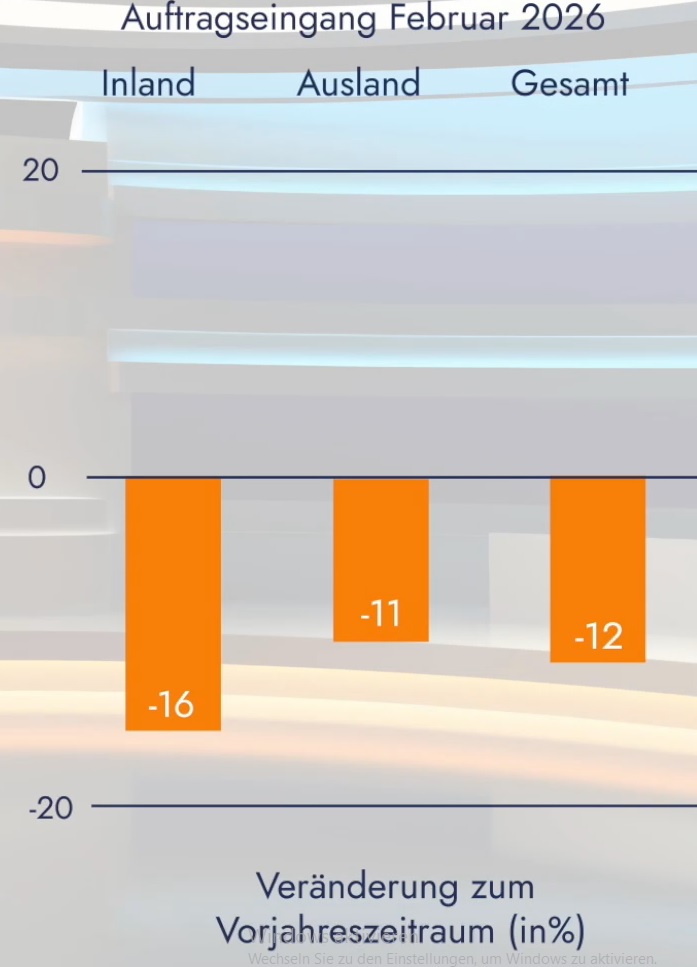
„Als vor circa eineinhalb Jahren unsere Auftragslast durch die Decke schoss, wurde deutlich, dass wir mit dem damaligen Maschinenbestand das hohe Auftragsvolumen nicht mehr bewerkstelligen konnten“, erinnert sich Morell. „Da wussten wir: Der richtige Zeitpunkt war gekommen, um zu investieren.“ Der Wunsch war, drei Stand-alone-Maschinen durch effizientere Anlagen mit Automation zu ersetzen. Dabei war ein automatisierter Schraubstock Pflicht. „Wir wollten unterschiedlich große Teile auch in Geisterschichten rüsten, bearbeiten, wechseln und wenden können“, erläutert Morell. Der Anspruch an den eigentlichen Fräsprozess war ebenso hoch: Hamilton erwartet ausgezeichnete Form- und Lagetoleranzen trotz der dünnwandigen und fragilen Bauteilgeometrien.

Enormer Nutzungsgrad
Mit dem Gosheimer Maschinenbauer arbeitete Hamilton vor rund zwei Jahren das erste Mal zusammen. Damals zogen die C 42 U sowie C 32 U, beide mit HS flex-System, in die Metallbearbeitung in Bonaduz ein. Ihre 5-Achs-Technologie steigerte für den Life Science-Gerätehersteller die machbare Komplexität der zu fertigenden Bauteile deutlich. „In puncto Performance und Genauigkeit hat uns Hermle bereits mit diesen beiden Fräszentren überzeugt. Ausschlaggebend für die erneute Investition war die Durchgängigkeit der Automationslösung und die Qualität der Zusammenarbeit“, begründet Morell. „Von Anfang an wurden wir auch in technischer Sicht verstanden und umfassend betreut.“
Die Lösung, die seit Juni 2021 in Bonaduz in Betrieb ist, besteht aus einer C 12 U mit Robotersystem RS 05-2 – in zweifacher Ausführung. Dass die Anlagen besonders kompakt sind und trotz Automation nur wenig Platz benötigen, sprach zusätzlich für sie. Die Teilebevorratung und -versorgung erfolgt über einen Schubladenspeicher. „Neben Prototypen haben wir auch Standardteile eingerichtet, von denen wir pro Jahr etwa 4.000 Stück bearbeiten müssen. Sie liegen in einer der fünf Schubladen bereit, falls die Kleinserien- oder Prototypenlast nicht so groß ist. Sobald Luft ist, plant das System sie automatisch in die Fertigung ein“, weiß Morell zu schätzen. Mit dieser ‚Grundlast‘, wie sie der Teamleiter nennt, deckt Hamilton rein rechnerisch über 13 Stunden Bearbeitungszeit ab: In der Matrize sitzen 78 Teile, die in knapp zehn Minuten fertig bearbeitet sind. Weitere fünf Stunden können über die Einzelteile in den vier anderen Schubladen verplant werden. „Wenn die Anlage fertig eingerichtet ist, brauchen wir lediglich zwei Stunden personellen Aufwand, um sie 18 Stunden autark arbeiten zu lassen. Wir erreichen somit einen enormen Nutzungsgrad“, freut sich der Teamleiter.
Automatischer Greiferwechsel
So lange Autarkzeiten bei einem Rohlingspektrum mit Längen zwischen 20 und 150mm wird mit einer Besonderheit der Hermle-Lösung möglich: Ein Greifer-Bahnhof in der Roboterzelle bietet Platz für acht Greiferpaare. Hamilton hat sich bewusst gegen einen einzelnen NC-Greifer und für die pneumatischen Varianten entschieden „Ein Greifer mit Stellmotor braucht deutlich länger, bis er das korrekte Teilemaß erreicht hat“, berichtet Morell. „Die pneumatische Variante dagegen hat zwar einen eingeschränkteren Greifbereich, dafür ist sie schneller. So sparen wir wertvolle Zeit.“ Der Roboter wechselt automatisch die Greifer und gestattet so den Teilewechsel auch in den personenlosen Schichten.